

【壓縮機網】1 概況
往復式壓縮機結構復雜、易損件多,故障率一直居高不下,由其氣閥故障更是占據60%以上,導致故障停機次數占總停機次數的85%以上[1],氣閥的好壞不僅影響壓縮機運行效能,甚至還會引起級間壓比失衡而導致傳動件故障。因此對氣閥故障的處理及防范顯得尤為重要。
某地下儲氣庫(天然氣)采用的其中一臺壓縮機組為電驅高壓往復式壓縮機,型號為4RDSA-2/YB710-6,設計進氣壓力6.0MPa,額定排氣壓力23.5MPa,排氣量62萬方/天。壓縮機采用兩級壓縮,四列對稱平衡型結構,每級兩個氣缸,共四個氣缸,編號按曲拐順序編號,依次為1#、2#、3#、4#氣缸。其中1#和3#氣缸是二級氣缸,2#和4#氣缸是一級氣缸。一級氣缸(2#和4#氣缸)設置有氣缸余隙調節裝置,俗稱氣缸余隙頭,用來調節余隙容積以調節機組排氣量。每個氣缸工作方式均為雙作用式,有2個進氣閥和2個排氣閥,機組共有16個氣閥。
 該機組的所有氣閥均采用的是柯贊尼公司的CP型環狀閥,CP型氣閥使用非金屬閥環和金屬導向,其熱塑性材料的化學特性適用于更寬范圍的氣質,從惰性到活潑成分的氣體,甚至包含雜質都可以使用。現行的混合材料中應用最廣泛的是摻有玻璃纖維的PeekTM 材料,它相對于其它比如摻有碳纖維的PeekTM 材料更能適應高溫的環境。環形的閥片使它們尤其適用于高溫的環境。氣閥外觀及內部拆解如圖2所示:
該機組的所有氣閥均采用的是柯贊尼公司的CP型環狀閥,CP型氣閥使用非金屬閥環和金屬導向,其熱塑性材料的化學特性適用于更寬范圍的氣質,從惰性到活潑成分的氣體,甚至包含雜質都可以使用。現行的混合材料中應用最廣泛的是摻有玻璃纖維的PeekTM 材料,它相對于其它比如摻有碳纖維的PeekTM 材料更能適應高溫的環境。環形的閥片使它們尤其適用于高溫的環境。氣閥外觀及內部拆解如圖2所示:
 2 壓縮機組故障處理
2.1故障前運行情況
該壓縮機組已完成機組三級保養,即8000小時保養,從保養結束開機運行到故障發生之時,機組連續運行345小時。在機組8000小時保養期間,完成了機組所有進排氣閥閥片的更換。
2.2故障現象詳細描述
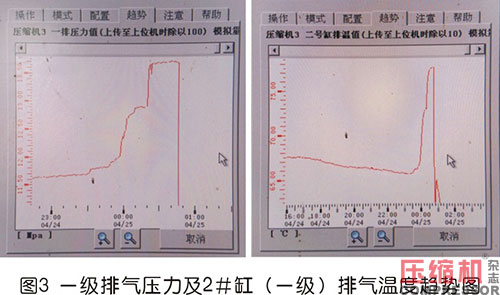
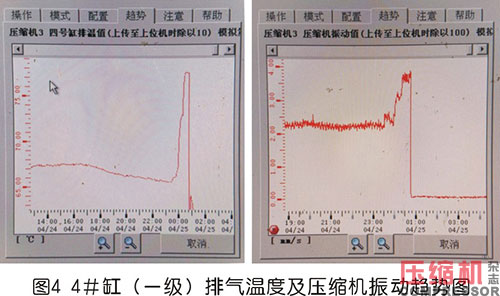
某日凌晨,中控室值班員00:25發現SCADA系統報警,報警記錄顯示壓縮機組一級排氣壓力超高報警,一級排氣溫度比正常升高10℃左右,壓縮機振動值升高到3.8mm/s,接近壓縮機設定的報警值4.0mm/s,值班員經請示后立即手動停止機組運行。
一級排氣溫度、排氣壓力、壓縮機振動在凌晨0:00左右開始明顯上升,其中一級排氣壓力值從正常值12MPa左右逐漸上升,在0:25左右達到SCADA系統設定的報警值13.5MPa,SCADA系統開始報警;2#氣缸和4#氣缸(一級)排氣溫度值從66℃左右上升到77℃左右;壓縮機振動值從2.5mm/s左右上升到3.8mm/s左右。
2 壓縮機組故障處理
2.1故障前運行情況
該壓縮機組已完成機組三級保養,即8000小時保養,從保養結束開機運行到故障發生之時,機組連續運行345小時。在機組8000小時保養期間,完成了機組所有進排氣閥閥片的更換。
2.2故障現象詳細描述
某日凌晨,中控室值班員00:25發現SCADA系統報警,報警記錄顯示壓縮機組一級排氣壓力超高報警,一級排氣溫度比正常升高10℃左右,壓縮機振動值升高到3.8mm/s,接近壓縮機設定的報警值4.0mm/s,值班員經請示后立即手動停止機組運行。
一級排氣溫度、排氣壓力、壓縮機振動在凌晨0:00左右開始明顯上升,其中一級排氣壓力值從正常值12MPa左右逐漸上升,在0:25左右達到SCADA系統設定的報警值13.5MPa,SCADA系統開始報警;2#氣缸和4#氣缸(一級)排氣溫度值從66℃左右上升到77℃左右;壓縮機振動值從2.5mm/s左右上升到3.8mm/s左右。
 2.3 故障處理過程
通過對故障現象的分析判斷,初步確定機組氣閥出現漏氣、關閉不嚴,因此在機組停機后立即組織維修人員對壓縮機組一級、二級進排氣共16個氣閥全部進行拆卸檢查,檢查發現以下問題:
(1)2#氣缸(一級氣缸)上的內外兩側排氣閥閥片均有變形,其中外側排氣閥閥片外圈閥環嚴重變形,在氣閥關閉時已不具備密封性,如圖5所示。壓縮機運行時,由于氣閥關閉不嚴,排出的高溫氣體會被吸回氣缸重新壓縮,導致排氣溫度升高。
2.3 故障處理過程
通過對故障現象的分析判斷,初步確定機組氣閥出現漏氣、關閉不嚴,因此在機組停機后立即組織維修人員對壓縮機組一級、二級進排氣共16個氣閥全部進行拆卸檢查,檢查發現以下問題:
(1)2#氣缸(一級氣缸)上的內外兩側排氣閥閥片均有變形,其中外側排氣閥閥片外圈閥環嚴重變形,在氣閥關閉時已不具備密封性,如圖5所示。壓縮機運行時,由于氣閥關閉不嚴,排出的高溫氣體會被吸回氣缸重新壓縮,導致排氣溫度升高。
 (2)1#氣缸(二級氣缸)外側排氣閥嚴重損壞,氣閥彈簧卡在氣閥閥座孔內,拆卸氣閥后發現氣閥閥片外圈閥環已斷,如圖6和圖7所示,該排氣閥在關閉時已完全不具備密封性。壓縮機運行時,二級排氣閥漏氣,會導致二級進氣閥進氣量減少,二級氣缸實際進氣量降低,一級氣缸排氣管道會逐漸憋壓,導致壓縮機一級排氣壓力升高,直至報警。
(2)1#氣缸(二級氣缸)外側排氣閥嚴重損壞,氣閥彈簧卡在氣閥閥座孔內,拆卸氣閥后發現氣閥閥片外圈閥環已斷,如圖6和圖7所示,該排氣閥在關閉時已完全不具備密封性。壓縮機運行時,二級排氣閥漏氣,會導致二級進氣閥進氣量減少,二級氣缸實際進氣量降低,一級氣缸排氣管道會逐漸憋壓,導致壓縮機一級排氣壓力升高,直至報警。

 (3)1#氣缸上的內外兩側進氣閥閥片和3#氣缸內側排氣閥閥片均有變形,如圖8所示,2#氣缸外側進氣閥閥片內嵌入鐵屑雜質受損。
(3)1#氣缸上的內外兩側進氣閥閥片和3#氣缸內側排氣閥閥片均有變形,如圖8所示,2#氣缸外側進氣閥閥片內嵌入鐵屑雜質受損。
 在徹底檢查分析出壓縮機故障原因之后,對所有有損傷和損壞的氣閥進行了更換。壓縮機恢復完成后立即按照程序啟動壓縮機,機組于當日13:08正常啟動,13:16分正常加載,機組恢復正常運行。
3 故障原因分析
3.1排氣壓力升高原理分析
一臺已有的壓縮機其排氣壓力的高低并不取決于壓縮機本身,而是由壓縮機排氣系統內的氣體壓力,即所謂“背壓”決定的;而排氣系統內的氣體壓力,又取決于在該壓力下壓縮機所排入系統的氣量與從系統輸走的氣量是否平衡。若系統在某壓力下的氣量供求平衡,則壓縮機便穩定在某壓力下運行;若供過于求,系統內的氣體質量不斷增加,壓力便不斷提高,于是壓縮機的排氣壓力也就相應提高,這時,若不采取調節等措施,壓力便能增至不允許的程度。多級壓縮機級間壓力也服從上述規律。壓縮機設計時,按照前一級排出的氣體在某一特定壓力和溫度下為后一級所吸進的原則,確定后一級的氣缸容積。若壓縮機運行中前一級排出的氣量改變,或者后一級所能吸進的氣量改變,或者氣體冷卻溫度改變,則級間壓力將發生變化。所以,在活塞式壓縮機中壓力變化往往是氣量供求變化的反映;壓力變化是現象,氣量變化是本質[2]。
二級排氣閥的泄漏,導致二級進氣變少,即后一級所能吸進的氣量變少,導致前一級壓力系統供過于求,系統內的氣體質量不斷增加,壓力便不斷提高,即反映為一級排氣壓力升高。
3.2 排氣溫度升高原理分析
壓縮機排氣溫度為:
在徹底檢查分析出壓縮機故障原因之后,對所有有損傷和損壞的氣閥進行了更換。壓縮機恢復完成后立即按照程序啟動壓縮機,機組于當日13:08正常啟動,13:16分正常加載,機組恢復正常運行。
3 故障原因分析
3.1排氣壓力升高原理分析
一臺已有的壓縮機其排氣壓力的高低并不取決于壓縮機本身,而是由壓縮機排氣系統內的氣體壓力,即所謂“背壓”決定的;而排氣系統內的氣體壓力,又取決于在該壓力下壓縮機所排入系統的氣量與從系統輸走的氣量是否平衡。若系統在某壓力下的氣量供求平衡,則壓縮機便穩定在某壓力下運行;若供過于求,系統內的氣體質量不斷增加,壓力便不斷提高,于是壓縮機的排氣壓力也就相應提高,這時,若不采取調節等措施,壓力便能增至不允許的程度。多級壓縮機級間壓力也服從上述規律。壓縮機設計時,按照前一級排出的氣體在某一特定壓力和溫度下為后一級所吸進的原則,確定后一級的氣缸容積。若壓縮機運行中前一級排出的氣量改變,或者后一級所能吸進的氣量改變,或者氣體冷卻溫度改變,則級間壓力將發生變化。所以,在活塞式壓縮機中壓力變化往往是氣量供求變化的反映;壓力變化是現象,氣量變化是本質[2]。
二級排氣閥的泄漏,導致二級進氣變少,即后一級所能吸進的氣量變少,導致前一級壓力系統供過于求,系統內的氣體質量不斷增加,壓力便不斷提高,即反映為一級排氣壓力升高。
3.2 排氣溫度升高原理分析
壓縮機排氣溫度為:
 公式中:
Ts——吸氣溫度;
公式中:
Ts——吸氣溫度;
 ——壓縮比;
K——氣體壓縮指數。
上述公式明確的表達了影響排氣溫度的因素[3]。
影響進氣溫度和壓縮比改變的因素均會影響排氣溫度的變化。
一級排氣閥泄漏,使熱的氣體回竄入氣缸,它不僅在吸氣過程中加熱進氣,提高吸氣溫度,而且壓縮過程的開始階段能繼續加熱氣體,使一級排氣溫度升高,這是吸氣溫度的影響。
如前所述,二級排氣閥泄漏,導致壓縮機一級排氣壓力升高,一級壓比的升高也會導致一級排氣溫度的升高,這是壓縮比的影響。
3.3 氣閥故障原因
該壓縮機組在8000小時保養期間,已對壓縮機所有氣閥閥片進行了更換,但是采用的備件批次不同,共有2個批次,其中多數是在機組投入正常運行后的某年集中采購的一批氣閥閥片備件,僅有1個一級閥片和2個二級閥片是最初的壓縮機隨機配件。在本次拆檢氣閥過程中,發現后期集中購買的備件閥片質量與隨機配件氣閥中的閥片質量不同,前者材料較軟,壓縮機僅運行345小時,所有閥片都有變形,嚴重的甚至斷掉,而后者材料較硬,沒有任何變形,如圖9所示。
通過對比,可判斷后期購買的閥片備件存在質量問題。后期邀請氣閥廠家柯贊尼公司技術人員到現場,將樣本帶回進行分析,也證實問題閥片的材質并非Peek材質。因此,本次壓縮機故障的根本原因是采購的壓縮機備件閥片質量不合格,導致了壓縮機氣閥的損壞、漏氣,氣閥漏氣導致壓縮機一級排氣壓力、一級排氣溫度和壓縮機振動升高。
——壓縮比;
K——氣體壓縮指數。
上述公式明確的表達了影響排氣溫度的因素[3]。
影響進氣溫度和壓縮比改變的因素均會影響排氣溫度的變化。
一級排氣閥泄漏,使熱的氣體回竄入氣缸,它不僅在吸氣過程中加熱進氣,提高吸氣溫度,而且壓縮過程的開始階段能繼續加熱氣體,使一級排氣溫度升高,這是吸氣溫度的影響。
如前所述,二級排氣閥泄漏,導致壓縮機一級排氣壓力升高,一級壓比的升高也會導致一級排氣溫度的升高,這是壓縮比的影響。
3.3 氣閥故障原因
該壓縮機組在8000小時保養期間,已對壓縮機所有氣閥閥片進行了更換,但是采用的備件批次不同,共有2個批次,其中多數是在機組投入正常運行后的某年集中采購的一批氣閥閥片備件,僅有1個一級閥片和2個二級閥片是最初的壓縮機隨機配件。在本次拆檢氣閥過程中,發現后期集中購買的備件閥片質量與隨機配件氣閥中的閥片質量不同,前者材料較軟,壓縮機僅運行345小時,所有閥片都有變形,嚴重的甚至斷掉,而后者材料較硬,沒有任何變形,如圖9所示。
通過對比,可判斷后期購買的閥片備件存在質量問題。后期邀請氣閥廠家柯贊尼公司技術人員到現場,將樣本帶回進行分析,也證實問題閥片的材質并非Peek材質。因此,本次壓縮機故障的根本原因是采購的壓縮機備件閥片質量不合格,導致了壓縮機氣閥的損壞、漏氣,氣閥漏氣導致壓縮機一級排氣壓力、一級排氣溫度和壓縮機振動升高。
 4 經驗教訓與管理提升措施
4.1經驗教訓
此次事件暴露出壓縮機備件采購過程和備件質量管理方面存在漏洞,一是備件采購渠道有環節存在嚴重問題;二是物資管理人員對采購到貨的壓縮機備件沒有進行相關的檢測或專業技術能力不足,不具備檢驗壓縮機備件質量是否合格的驗貨能力;三是壓縮機維保技術人員對于更換的備件質量判斷對比能力也不足,更換備件時未能發現備件的質量不合格。備件采購、驗貨、使用更換三個主要環節均失守,從而導致了本次不該發生的故障發生。
4.2 管理提升措施
建議從以下三個方面加強管理,提高備件管理質量,從而提高壓縮機管理水平。
(1)建立物資采購渠道監督機制,確保采購渠道規范,采購源頭及后續各個環節受控。對于本次故障事件,還需嚴格追溯采購渠道存在問題環節,追究相應責任人對本次故障的直接損失進行賠償,并對現有庫存中的問題備件進行全部更換,同時對備件采購渠道進行認真排查和整改。
(2)建立物資到貨驗貨制度,對于專業性較強的物資備件,采取雙人驗收,物資管理人員和專業技術人員共同參與備件的驗收,確保到貨物資備件質量可靠。
(3)加強壓縮機專業技術培訓,無論是技術人員、維保人員、操作人員、值班人員均需加強壓縮機專業技術培訓,從壓縮機基本原理、常見故障處理及分析、壓縮機故障應急處置、備件質量管理等方面做好業務培訓,全面提高相關人員的專業技術水平,從而提高壓縮機管理水平。
參考文獻
[1] 沈慶根.設備故障診斷[M].北京:化學工業出版社,2007:189.
[2] 郁永章.活塞式壓縮機[M].北京:機械工業出版社,1982:43-44.
[3] 崔天生.壓縮機的安裝維護與故障分析[M].西安:西安交通大學出版社,1993:151
4 經驗教訓與管理提升措施
4.1經驗教訓
此次事件暴露出壓縮機備件采購過程和備件質量管理方面存在漏洞,一是備件采購渠道有環節存在嚴重問題;二是物資管理人員對采購到貨的壓縮機備件沒有進行相關的檢測或專業技術能力不足,不具備檢驗壓縮機備件質量是否合格的驗貨能力;三是壓縮機維保技術人員對于更換的備件質量判斷對比能力也不足,更換備件時未能發現備件的質量不合格。備件采購、驗貨、使用更換三個主要環節均失守,從而導致了本次不該發生的故障發生。
4.2 管理提升措施
建議從以下三個方面加強管理,提高備件管理質量,從而提高壓縮機管理水平。
(1)建立物資采購渠道監督機制,確保采購渠道規范,采購源頭及后續各個環節受控。對于本次故障事件,還需嚴格追溯采購渠道存在問題環節,追究相應責任人對本次故障的直接損失進行賠償,并對現有庫存中的問題備件進行全部更換,同時對備件采購渠道進行認真排查和整改。
(2)建立物資到貨驗貨制度,對于專業性較強的物資備件,采取雙人驗收,物資管理人員和專業技術人員共同參與備件的驗收,確保到貨物資備件質量可靠。
(3)加強壓縮機專業技術培訓,無論是技術人員、維保人員、操作人員、值班人員均需加強壓縮機專業技術培訓,從壓縮機基本原理、常見故障處理及分析、壓縮機故障應急處置、備件質量管理等方面做好業務培訓,全面提高相關人員的專業技術水平,從而提高壓縮機管理水平。
參考文獻
[1] 沈慶根.設備故障診斷[M].北京:化學工業出版社,2007:189.
[2] 郁永章.活塞式壓縮機[M].北京:機械工業出版社,1982:43-44.
[3] 崔天生.壓縮機的安裝維護與故障分析[M].西安:西安交通大學出版社,1993:151
作者簡介
熊一丁,女,1995年,四川人,職稱:助理工程師,學位:工學學士,研究方向:壓縮機運行管理

來源:本站原創
往復式壓縮機結構復雜、易損件多,故障率一直居高不下,由其氣閥故障更是占據60%以上,導致故障停機次數占總停機次數的85%以上[1],氣閥的好壞不僅影響壓縮機運行效能,甚至還會引起級間壓比失衡而導致傳動件故障。因此對氣閥故障的處理及防范顯得尤為重要。
某地下儲氣庫(天然氣)采用的其中一臺壓縮機組為電驅高壓往復式壓縮機,型號為4RDSA-2/YB710-6,設計進氣壓力6.0MPa,額定排氣壓力23.5MPa,排氣量62萬方/天。壓縮機采用兩級壓縮,四列對稱平衡型結構,每級兩個氣缸,共四個氣缸,編號按曲拐順序編號,依次為1#、2#、3#、4#氣缸。其中1#和3#氣缸是二級氣缸,2#和4#氣缸是一級氣缸。一級氣缸(2#和4#氣缸)設置有氣缸余隙調節裝置,俗稱氣缸余隙頭,用來調節余隙容積以調節機組排氣量。每個氣缸工作方式均為雙作用式,有2個進氣閥和2個排氣閥,機組共有16個氣閥。
該機組的所有氣閥均采用的是柯贊尼公司的CP型環狀閥,CP型氣閥使用非金屬閥環和金屬導向,其熱塑性材料的化學特性適用于更寬范圍的氣質,從惰性到活潑成分的氣體,甚至包含雜質都可以使用。現行的混合材料中應用最廣泛的是摻有玻璃纖維的PeekTM 材料,它相對于其它比如摻有碳纖維的PeekTM 材料更能適應高溫的環境。環形的閥片使它們尤其適用于高溫的環境。氣閥外觀及內部拆解如圖2所示:
2 壓縮機組故障處理
2.1故障前運行情況
該壓縮機組已完成機組三級保養,即8000小時保養,從保養結束開機運行到故障發生之時,機組連續運行345小時。在機組8000小時保養期間,完成了機組所有進排氣閥閥片的更換。
2.2故障現象詳細描述
某日凌晨,中控室值班員00:25發現SCADA系統報警,報警記錄顯示壓縮機組一級排氣壓力超高報警,一級排氣溫度比正常升高10℃左右,壓縮機振動值升高到3.8mm/s,接近壓縮機設定的報警值4.0mm/s,值班員經請示后立即手動停止機組運行。
一級排氣溫度、排氣壓力、壓縮機振動在凌晨0:00左右開始明顯上升,其中一級排氣壓力值從正常值12MPa左右逐漸上升,在0:25左右達到SCADA系統設定的報警值13.5MPa,SCADA系統開始報警;2#氣缸和4#氣缸(一級)排氣溫度值從66℃左右上升到77℃左右;壓縮機振動值從2.5mm/s左右上升到3.8mm/s左右。
2.3 故障處理過程
通過對故障現象的分析判斷,初步確定機組氣閥出現漏氣、關閉不嚴,因此在機組停機后立即組織維修人員對壓縮機組一級、二級進排氣共16個氣閥全部進行拆卸檢查,檢查發現以下問題:
(1)2#氣缸(一級氣缸)上的內外兩側排氣閥閥片均有變形,其中外側排氣閥閥片外圈閥環嚴重變形,在氣閥關閉時已不具備密封性,如圖5所示。壓縮機運行時,由于氣閥關閉不嚴,排出的高溫氣體會被吸回氣缸重新壓縮,導致排氣溫度升高。
(2)1#氣缸(二級氣缸)外側排氣閥嚴重損壞,氣閥彈簧卡在氣閥閥座孔內,拆卸氣閥后發現氣閥閥片外圈閥環已斷,如圖6和圖7所示,該排氣閥在關閉時已完全不具備密封性。壓縮機運行時,二級排氣閥漏氣,會導致二級進氣閥進氣量減少,二級氣缸實際進氣量降低,一級氣缸排氣管道會逐漸憋壓,導致壓縮機一級排氣壓力升高,直至報警。
(3)1#氣缸上的內外兩側進氣閥閥片和3#氣缸內側排氣閥閥片均有變形,如圖8所示,2#氣缸外側進氣閥閥片內嵌入鐵屑雜質受損。
在徹底檢查分析出壓縮機故障原因之后,對所有有損傷和損壞的氣閥進行了更換。壓縮機恢復完成后立即按照程序啟動壓縮機,機組于當日13:08正常啟動,13:16分正常加載,機組恢復正常運行。
3 故障原因分析
3.1排氣壓力升高原理分析
一臺已有的壓縮機其排氣壓力的高低并不取決于壓縮機本身,而是由壓縮機排氣系統內的氣體壓力,即所謂“背壓”決定的;而排氣系統內的氣體壓力,又取決于在該壓力下壓縮機所排入系統的氣量與從系統輸走的氣量是否平衡。若系統在某壓力下的氣量供求平衡,則壓縮機便穩定在某壓力下運行;若供過于求,系統內的氣體質量不斷增加,壓力便不斷提高,于是壓縮機的排氣壓力也就相應提高,這時,若不采取調節等措施,壓力便能增至不允許的程度。多級壓縮機級間壓力也服從上述規律。壓縮機設計時,按照前一級排出的氣體在某一特定壓力和溫度下為后一級所吸進的原則,確定后一級的氣缸容積。若壓縮機運行中前一級排出的氣量改變,或者后一級所能吸進的氣量改變,或者氣體冷卻溫度改變,則級間壓力將發生變化。所以,在活塞式壓縮機中壓力變化往往是氣量供求變化的反映;壓力變化是現象,氣量變化是本質[2]。
二級排氣閥的泄漏,導致二級進氣變少,即后一級所能吸進的氣量變少,導致前一級壓力系統供過于求,系統內的氣體質量不斷增加,壓力便不斷提高,即反映為一級排氣壓力升高。
3.2 排氣溫度升高原理分析
壓縮機排氣溫度為:
公式中:
Ts——吸氣溫度;
——壓縮比; K——氣體壓縮指數。
上述公式明確的表達了影響排氣溫度的因素[3]。
影響進氣溫度和壓縮比改變的因素均會影響排氣溫度的變化。
一級排氣閥泄漏,使熱的氣體回竄入氣缸,它不僅在吸氣過程中加熱進氣,提高吸氣溫度,而且壓縮過程的開始階段能繼續加熱氣體,使一級排氣溫度升高,這是吸氣溫度的影響。
如前所述,二級排氣閥泄漏,導致壓縮機一級排氣壓力升高,一級壓比的升高也會導致一級排氣溫度的升高,這是壓縮比的影響。
3.3 氣閥故障原因
該壓縮機組在8000小時保養期間,已對壓縮機所有氣閥閥片進行了更換,但是采用的備件批次不同,共有2個批次,其中多數是在機組投入正常運行后的某年集中采購的一批氣閥閥片備件,僅有1個一級閥片和2個二級閥片是最初的壓縮機隨機配件。在本次拆檢氣閥過程中,發現后期集中購買的備件閥片質量與隨機配件氣閥中的閥片質量不同,前者材料較軟,壓縮機僅運行345小時,所有閥片都有變形,嚴重的甚至斷掉,而后者材料較硬,沒有任何變形,如圖9所示。
通過對比,可判斷后期購買的閥片備件存在質量問題。后期邀請氣閥廠家柯贊尼公司技術人員到現場,將樣本帶回進行分析,也證實問題閥片的材質并非Peek材質。因此,本次壓縮機故障的根本原因是采購的壓縮機備件閥片質量不合格,導致了壓縮機氣閥的損壞、漏氣,氣閥漏氣導致壓縮機一級排氣壓力、一級排氣溫度和壓縮機振動升高。
4 經驗教訓與管理提升措施
4.1經驗教訓
此次事件暴露出壓縮機備件采購過程和備件質量管理方面存在漏洞,一是備件采購渠道有環節存在嚴重問題;二是物資管理人員對采購到貨的壓縮機備件沒有進行相關的檢測或專業技術能力不足,不具備檢驗壓縮機備件質量是否合格的驗貨能力;三是壓縮機維保技術人員對于更換的備件質量判斷對比能力也不足,更換備件時未能發現備件的質量不合格。備件采購、驗貨、使用更換三個主要環節均失守,從而導致了本次不該發生的故障發生。
4.2 管理提升措施
建議從以下三個方面加強管理,提高備件管理質量,從而提高壓縮機管理水平。
(1)建立物資采購渠道監督機制,確保采購渠道規范,采購源頭及后續各個環節受控。對于本次故障事件,還需嚴格追溯采購渠道存在問題環節,追究相應責任人對本次故障的直接損失進行賠償,并對現有庫存中的問題備件進行全部更換,同時對備件采購渠道進行認真排查和整改。
(2)建立物資到貨驗貨制度,對于專業性較強的物資備件,采取雙人驗收,物資管理人員和專業技術人員共同參與備件的驗收,確保到貨物資備件質量可靠。
(3)加強壓縮機專業技術培訓,無論是技術人員、維保人員、操作人員、值班人員均需加強壓縮機專業技術培訓,從壓縮機基本原理、常見故障處理及分析、壓縮機故障應急處置、備件質量管理等方面做好業務培訓,全面提高相關人員的專業技術水平,從而提高壓縮機管理水平。
參考文獻
[1] 沈慶根.設備故障診斷[M].北京:化學工業出版社,2007:189.
[2] 郁永章.活塞式壓縮機[M].北京:機械工業出版社,1982:43-44.
[3] 崔天生.壓縮機的安裝維護與故障分析[M].西安:西安交通大學出版社,1993:151
作者簡介
熊一丁,女,1995年,四川人,職稱:助理工程師,學位:工學學士,研究方向:壓縮機運行管理
來源:本站原創

網友評論
條評論
最新評論