

【壓縮機網】摘要:對稱平衡活塞往復壓縮機的有油潤滑填料函是各個密封件的組合體,其主要有冷卻、潤滑、密封、泄露的氣體排放功能,任何一環出現問題都會導致填料故障;在高壓、高溫、有毒、易燃、易燃易爆的環境下,一旦填料泄露易發生火災和爆炸,生產中的有毒有害氣體就會對周圍的人員造成傷害,對周圍的環境造成破壞,這就要求在機組維護保養時一定要保證裝配和維修的質量。本文重點闡述應用在整體機組GE DPC 2803/04系列、GE分體機CFA系列、RAM系列、WH系列、ARIEL Jg系列等活塞桿的填料函和密封環,并分析其系統原理、密封環原理、密封環結構、密封環種類、填料函拆卸、裝配注意事項、填料函失效原因排查等。
文/張安斌
〈接上期——〉
四、填料函應用選型
填料函根據氣缸壓縮氣體壓力等級、不同填料函的安全運行溫度要求、氣體介質危險性選擇不同規格的填料函,填料函的關鍵考慮因素是填料函的標稱壓降、排熱率和冷卻劑變量。例如以下分類:
1)根據壓縮氣體壓力等級填料函中填料環組數量不同,有關資料推薦如下:見下表,當氣缸壓力大于2000psi時,填料函中填料數量選5至7道密封環組;當氣缸壓力大于800psi而小于2000psi時,填料函中填料數量選4至6道密封環組;當氣缸壓力大于300psi而小于800psi時,填料函中填料數量選3至5道密封環組;當氣缸壓力小于300psi時,填料函中填料數量選2至4道密封環組;如果選用Cook公司生產的Low-Emissions填料環,根據壓力等級會用比傳統密封環組數少。
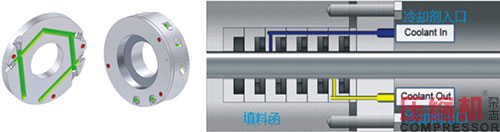
 2)根據預測填料函承受的高壓力和高溫度選擇水冷填料。通常的填料函都沒有水冷系統,如預測填料承受的高壓力和高溫度選擇水冷填料函,水冷填料需要仔細測算冷卻液進口溫度、冷卻液類型和流速,見下圖顯示水冷填料函的水路系統。
2)根據預測填料函承受的高壓力和高溫度選擇水冷填料。通常的填料函都沒有水冷系統,如預測填料承受的高壓力和高溫度選擇水冷填料函,水冷填料需要仔細測算冷卻液進口溫度、冷卻液類型和流速,見下圖顯示水冷填料函的水路系統。
 3)根據壓縮機氣體介質安全性對潤滑油要求,選擇無油潤滑填料和有油潤滑填料。例如氫氣活塞壓縮機選擇無油潤滑填料,由于此填料制造技術難度高、造價昂貴,維修成本高,一般機型不選用,本論文不對無油潤滑填料闡述。
4)根據隔離室數量填料函結構不同
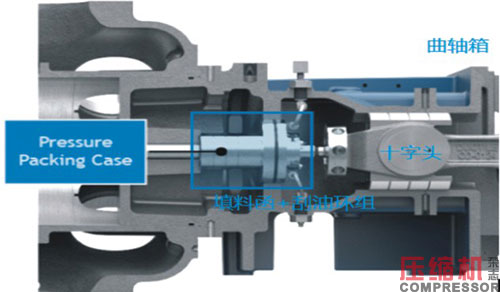
見下圖,由于沒有單獨的隔室,壓力填料函和刮油環組是一個總成,多見于早期美國CAMERON公司制造的壓縮機CFA34、RAM52系列機型,美國ARIEL公司制造的JGM:N:P:Q, JG:A和JGR:J系列機型。
3)根據壓縮機氣體介質安全性對潤滑油要求,選擇無油潤滑填料和有油潤滑填料。例如氫氣活塞壓縮機選擇無油潤滑填料,由于此填料制造技術難度高、造價昂貴,維修成本高,一般機型不選用,本論文不對無油潤滑填料闡述。
4)根據隔離室數量填料函結構不同
見下圖,由于沒有單獨的隔室,壓力填料函和刮油環組是一個總成,多見于早期美國CAMERON公司制造的壓縮機CFA34、RAM52系列機型,美國ARIEL公司制造的JGM:N:P:Q, JG:A和JGR:J系列機型。
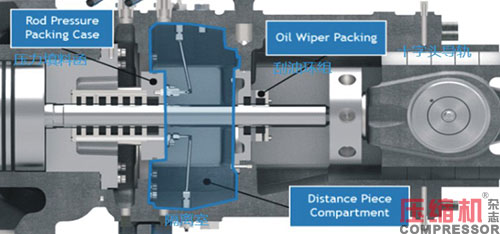
 見下圖,配置了一個長體十字頭導軌和一個短隔離室,壓力填料函和刮油環組分別安裝,多見于早期美國CAMERON公司制造的壓縮機DPC2803:04系列,CFA34、RAM52、MH6系列機型,美國ARIEL公司制造的JGH:E:K:T系列機型。
見下圖,配置了一個長體十字頭導軌和一個短隔離室,壓力填料函和刮油環組分別安裝,多見于早期美國CAMERON公司制造的壓縮機DPC2803:04系列,CFA34、RAM52、MH6系列機型,美國ARIEL公司制造的JGH:E:K:T系列機型。
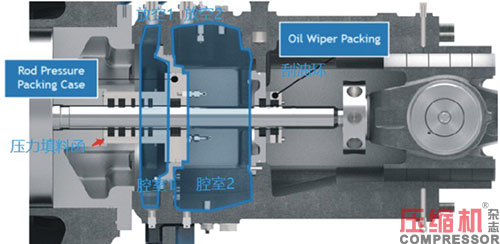
 見下圖,一個隔墻在填料盒法蘭處將隔離室隔開,形成兩個腔室,壓力填料函和刮油環組分別安裝,這樣可以將填料函泄露的氣體和活塞桿處泄露的氣體分別放空,多見于美國GE公司制造RAM52、CFR52系列機型。
見下圖,一個隔墻在填料盒法蘭處將隔離室隔開,形成兩個腔室,壓力填料函和刮油環組分別安裝,這樣可以將填料函泄露的氣體和活塞桿處泄露的氣體分別放空,多見于美國GE公司制造RAM52、CFR52系列機型。
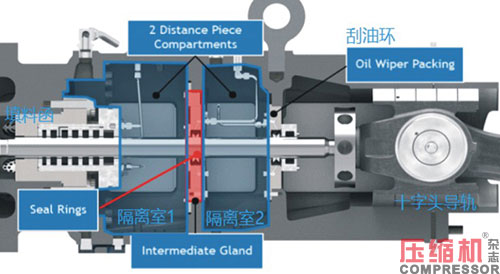
 見下圖,2個隔離導軌有2個中體隔離室,由中間密封套(帶密封環)隔開,位于兩個隔室之間的中間隔板中;需要凈化系統的酸性氣體應用或者對安全系數要求比較高的場所采用這種十字頭導向裝置,在所有帶可分離式十字頭導軌的機身型號上,長兩室十字頭導軌都是可選的。
見下圖,2個隔離導軌有2個中體隔離室,由中間密封套(帶密封環)隔開,位于兩個隔室之間的中間隔板中;需要凈化系統的酸性氣體應用或者對安全系數要求比較高的場所采用這種十字頭導向裝置,在所有帶可分離式十字頭導軌的機身型號上,長兩室十字頭導軌都是可選的。
 五、填料函拆卸維修安裝注意事項
1)拆卸填料函時,先斷開所有潤滑油接管,檢查潤滑油路與填料法蘭之間的接管中沒有碎屑。
2)拆下用于將壓力填料壓蓋法蘭固定到氣缸曲柄端的螺母,通常不拆下螺柱上的小螺母,因為它將填料盒保持在一起作為總成拆卸。然而,有些填料過大無法穿過隔離室或十字頭導軌,因此必須拆下小螺母和填料法蘭。對于某些更長、更高壓力等級的填料盒,滾花螺母將剩余填料環槽保持在一起以輔助安裝和拆卸,需將壓力填料函放置在一個干凈的平臺上拆卸,保持凸出端即氣缸端朝下。
3)填料環槽有標記以標識裝配順序,最靠近氣缸的填料環槽標記為 1 號或用記號筆做以標識。
4)長連接雙頭螺栓將壓力填料保持在一起,雙頭螺栓孔不均勻地間隔,以防止環槽里的密封環堆疊錯位。拆下螺母并散開壓力填料,要檢查環的磨損情況。
5)在底端填料1 號環槽,使用尖銳錐子橇松軟金屬墊圈或片,切勿刮傷墊片凹槽側面。
六、填料函安裝注意事項
為確保壓縮機正常工作,必須將填料函正確安裝到氣缸曲柄端蓋中,在安裝過程中,填料函必須位于活塞桿的中心,以確保活塞桿周圍的環完全密封。有個小技巧:如是整體安裝填料函,先緊固十字頭鎖母后,再正確扭矩扳手擰緊填料法蘭螺母,填料端面壓變形軟頭墊圈,迫使彼此密封。由于楔形磨損,錐形活塞桿或者光潔度不足的活塞桿會破壞填料環在活塞桿周圍的密封能力,會快速衰減填料環壽命,導致氣體泄露量增加。注意事項如下:
1)重新裝配之前,應徹底清洗所有零件,注意不要清楚環槽標識。
2)活塞桿填料環密封的填料杯體背面必須光滑平整,如果填料杯或內槽有凹陷或出現錐度,則重新打磨或磨平。
3)在1號環槽背面涂抹潤滑脂,然后放入軟性墊圈,可以防止填料函裝配過程中意外掉落。
4)僅允許使用與強制注油潤滑系統使用的同種潤滑油涂抹密封環。
5)確保連接雙頭螺栓完全旋入底端填料杯中。
6)檢查所有零件是否有異常裂紋或毛刺,以免干擾活塞桿環在填料杯中的自由浮動。 特別小心由柔軟材料(諸如青銅或 PTFE)制成的活塞桿環。
7)將裝配好的環和環槽(注意裝配標記)置于活塞桿上,檢查端面對縫間隙,如搭口對接或接近對接,則應該更換重新檢查填料環和環槽。
8)活塞桿填料環正確朝向壓力側,所有活塞桿環節段都有字母標示,注意方向。
9)擰緊連接雙頭螺栓螺母之前,檢查WAT環和AL環對準中間位置。
10)安裝連接雙頭螺栓螺母并緊固至恰當的扭矩。
11)磨合潤滑速率是正常速率的約兩倍,或者是正常周期時間的一半,磨合時間一般200小時。
七、填料失效引起泄露的因素
1)密封環安裝順序錯誤。
2)密封環軸向間隙不足。運行中溫度升高,密封環軸向膨脹,在填料函中卡住,導致密封失效。填料標準要求:填料環在填料環槽中的軸向間隙不得小于0.25mm-0.30mm,如果小于就對環進行研磨,同時研磨過程中要保證兩端面平行。
3)填料密封環表面拋光不理想。密封環的內徑與活塞桿貼合度不佳,導致泄漏。
4)填料函與活塞桿的對中不佳。檢查活塞桿垂直跳動不能超過0.05mm,水平跳動不能超過0.025mm。
5)注油量因素。填料運行時如果注油量不足導致潤滑不良,填料環磨損較快,注油量太多會造成磨損的填料和潤滑油形成油泥,導致潤滑情況惡化。
6)冷卻不良。有冷卻水系統的填料函,如果冷卻水不通暢會導致填料高溫而快速磨損。
7)漏氣放空系統是否通暢,如果填料放空系統憋壓會導致泄露介質反串。
8)填料函法蘭螺母扭矩不足。
八、刮油環故障排查
如機組曲軸箱潤滑油消耗量大,機組運行時拆開中體邊蓋檢查刮油環一側出油情況。對導致故障的原因分析如下:
外在原因:
1)機組曲軸箱壓力大,曲軸箱內熱氣從刮油環處泄露,攜帶潤滑油泄露。需要檢查曲軸箱壓力,如呼吸帽是否暢通。
2)檢查活塞桿光潔度是否標準。
3)檢查刮油環環槽的回流孔是否堵塞或者足夠大。
4)檢查刮油環是否可以在環槽中自由浮動。
內在原因:
1)檢查刮油環的側間隙,標準的3RWS環刮油環側間隙數值在0.15mm-0.19mm之間。
2)其它都正常,可能就需要更換更適合的環組設置或材料。
九、填料環升級改造成功案例分享
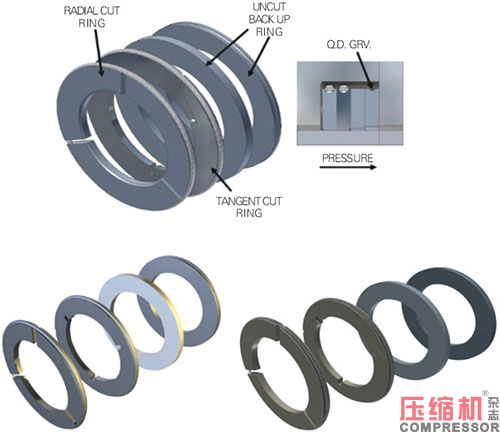
2011年初,西南一家大型能源公司啟動了一項計劃,以在其三個站點中使用的往復式壓縮機為測試對象,意圖減少從填料排放的氣體。在研究了市場上可用的填料后,該公司使用了Cook Compression的低排放活塞桿狀密封環(也稱為實心環技術),見下圖。
五、填料函拆卸維修安裝注意事項
1)拆卸填料函時,先斷開所有潤滑油接管,檢查潤滑油路與填料法蘭之間的接管中沒有碎屑。
2)拆下用于將壓力填料壓蓋法蘭固定到氣缸曲柄端的螺母,通常不拆下螺柱上的小螺母,因為它將填料盒保持在一起作為總成拆卸。然而,有些填料過大無法穿過隔離室或十字頭導軌,因此必須拆下小螺母和填料法蘭。對于某些更長、更高壓力等級的填料盒,滾花螺母將剩余填料環槽保持在一起以輔助安裝和拆卸,需將壓力填料函放置在一個干凈的平臺上拆卸,保持凸出端即氣缸端朝下。
3)填料環槽有標記以標識裝配順序,最靠近氣缸的填料環槽標記為 1 號或用記號筆做以標識。
4)長連接雙頭螺栓將壓力填料保持在一起,雙頭螺栓孔不均勻地間隔,以防止環槽里的密封環堆疊錯位。拆下螺母并散開壓力填料,要檢查環的磨損情況。
5)在底端填料1 號環槽,使用尖銳錐子橇松軟金屬墊圈或片,切勿刮傷墊片凹槽側面。
六、填料函安裝注意事項
為確保壓縮機正常工作,必須將填料函正確安裝到氣缸曲柄端蓋中,在安裝過程中,填料函必須位于活塞桿的中心,以確保活塞桿周圍的環完全密封。有個小技巧:如是整體安裝填料函,先緊固十字頭鎖母后,再正確扭矩扳手擰緊填料法蘭螺母,填料端面壓變形軟頭墊圈,迫使彼此密封。由于楔形磨損,錐形活塞桿或者光潔度不足的活塞桿會破壞填料環在活塞桿周圍的密封能力,會快速衰減填料環壽命,導致氣體泄露量增加。注意事項如下:
1)重新裝配之前,應徹底清洗所有零件,注意不要清楚環槽標識。
2)活塞桿填料環密封的填料杯體背面必須光滑平整,如果填料杯或內槽有凹陷或出現錐度,則重新打磨或磨平。
3)在1號環槽背面涂抹潤滑脂,然后放入軟性墊圈,可以防止填料函裝配過程中意外掉落。
4)僅允許使用與強制注油潤滑系統使用的同種潤滑油涂抹密封環。
5)確保連接雙頭螺栓完全旋入底端填料杯中。
6)檢查所有零件是否有異常裂紋或毛刺,以免干擾活塞桿環在填料杯中的自由浮動。 特別小心由柔軟材料(諸如青銅或 PTFE)制成的活塞桿環。
7)將裝配好的環和環槽(注意裝配標記)置于活塞桿上,檢查端面對縫間隙,如搭口對接或接近對接,則應該更換重新檢查填料環和環槽。
8)活塞桿填料環正確朝向壓力側,所有活塞桿環節段都有字母標示,注意方向。
9)擰緊連接雙頭螺栓螺母之前,檢查WAT環和AL環對準中間位置。
10)安裝連接雙頭螺栓螺母并緊固至恰當的扭矩。
11)磨合潤滑速率是正常速率的約兩倍,或者是正常周期時間的一半,磨合時間一般200小時。
七、填料失效引起泄露的因素
1)密封環安裝順序錯誤。
2)密封環軸向間隙不足。運行中溫度升高,密封環軸向膨脹,在填料函中卡住,導致密封失效。填料標準要求:填料環在填料環槽中的軸向間隙不得小于0.25mm-0.30mm,如果小于就對環進行研磨,同時研磨過程中要保證兩端面平行。
3)填料密封環表面拋光不理想。密封環的內徑與活塞桿貼合度不佳,導致泄漏。
4)填料函與活塞桿的對中不佳。檢查活塞桿垂直跳動不能超過0.05mm,水平跳動不能超過0.025mm。
5)注油量因素。填料運行時如果注油量不足導致潤滑不良,填料環磨損較快,注油量太多會造成磨損的填料和潤滑油形成油泥,導致潤滑情況惡化。
6)冷卻不良。有冷卻水系統的填料函,如果冷卻水不通暢會導致填料高溫而快速磨損。
7)漏氣放空系統是否通暢,如果填料放空系統憋壓會導致泄露介質反串。
8)填料函法蘭螺母扭矩不足。
八、刮油環故障排查
如機組曲軸箱潤滑油消耗量大,機組運行時拆開中體邊蓋檢查刮油環一側出油情況。對導致故障的原因分析如下:
外在原因:
1)機組曲軸箱壓力大,曲軸箱內熱氣從刮油環處泄露,攜帶潤滑油泄露。需要檢查曲軸箱壓力,如呼吸帽是否暢通。
2)檢查活塞桿光潔度是否標準。
3)檢查刮油環環槽的回流孔是否堵塞或者足夠大。
4)檢查刮油環是否可以在環槽中自由浮動。
內在原因:
1)檢查刮油環的側間隙,標準的3RWS環刮油環側間隙數值在0.15mm-0.19mm之間。
2)其它都正常,可能就需要更換更適合的環組設置或材料。
九、填料環升級改造成功案例分享
2011年初,西南一家大型能源公司啟動了一項計劃,以在其三個站點中使用的往復式壓縮機為測試對象,意圖減少從填料排放的氣體。在研究了市場上可用的填料后,該公司使用了Cook Compression的低排放活塞桿狀密封環(也稱為實心環技術),見下圖。
 其主要改進點:
√每個環都依次密封,減少了活塞桿上的摩擦熱負荷,這樣提高密封效果,并減少長時間運行時的磨損,延長了運轉時間并降低了維護成本,與傳統環相比,活塞桿溫度降低了38℃。
√獲得專利的無間隙設計消除了泄漏路徑,可最大程度地減少往復式壓縮機的主要氣體泄漏,更有效地密封并減少了可測量極限以下的逸散排放。
√在每個環組中,環根據壓力順序密封,從而最大程度地減少了在任何一次與桿接觸的環的數量,并限制了任何單個環的接觸時間。
√第一組密封圈完成了大部分密封,減少了施加到后續密封圈上的壓力并消除了磨損。
在現場天然氣集氣站增壓的兩臺Ariel JGT/4壓縮機上安裝了帶有Cook壓縮低排放桿環的填料函。運行1000小時后,測量結果確認排氣孔泄漏為零;3,000小時后的另一次測量產生了相同的結果。
能源公司隨后在其它三個壓縮機集氣站擴大了該技術的使用范圍,并繼續監控長期性能。兩年半之后,能源公司授權對性能進行廣泛評估:在三個壓縮機站進行了填料中體放空排氣流量測量,所有這些站均安裝在Ariel JGT/4壓縮機上。在所測量的18臺機組(72個填料函)中,只有6個填料函的排放泄露到1.0 scfm以上,大多數填料函的泄露排放仍保持在零或接近零。
為了實現零泄漏或極低的泄漏,Cook Compression低排放桿環技術不僅使能源公司能夠積極主動地實現排放合規性,而且還可以通過延長機器正常運行時間,增加生產量,減少勞動量和減少維護成本。
十、填料環升級改造:動、靜態時都可以密封
往復式壓縮機填料密封環是一種“動”密封環,即只有在壓縮機工作時才起密封作用,在停機或其他情況下不能起到密封作用。傳統的密封環在機組停機時,氣缸內高壓氣體從填料函組件中逸出,不能保壓。為解決此問題,美國Cook公司開發出一個專利產品:Static-Pac密封件,見下圖:
其主要改進點:
√每個環都依次密封,減少了活塞桿上的摩擦熱負荷,這樣提高密封效果,并減少長時間運行時的磨損,延長了運轉時間并降低了維護成本,與傳統環相比,活塞桿溫度降低了38℃。
√獲得專利的無間隙設計消除了泄漏路徑,可最大程度地減少往復式壓縮機的主要氣體泄漏,更有效地密封并減少了可測量極限以下的逸散排放。
√在每個環組中,環根據壓力順序密封,從而最大程度地減少了在任何一次與桿接觸的環的數量,并限制了任何單個環的接觸時間。
√第一組密封圈完成了大部分密封,減少了施加到后續密封圈上的壓力并消除了磨損。
在現場天然氣集氣站增壓的兩臺Ariel JGT/4壓縮機上安裝了帶有Cook壓縮低排放桿環的填料函。運行1000小時后,測量結果確認排氣孔泄漏為零;3,000小時后的另一次測量產生了相同的結果。
能源公司隨后在其它三個壓縮機集氣站擴大了該技術的使用范圍,并繼續監控長期性能。兩年半之后,能源公司授權對性能進行廣泛評估:在三個壓縮機站進行了填料中體放空排氣流量測量,所有這些站均安裝在Ariel JGT/4壓縮機上。在所測量的18臺機組(72個填料函)中,只有6個填料函的排放泄露到1.0 scfm以上,大多數填料函的泄露排放仍保持在零或接近零。
為了實現零泄漏或極低的泄漏,Cook Compression低排放桿環技術不僅使能源公司能夠積極主動地實現排放合規性,而且還可以通過延長機器正常運行時間,增加生產量,減少勞動量和減少維護成本。
十、填料環升級改造:動、靜態時都可以密封
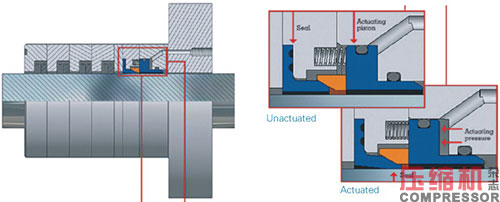
往復式壓縮機填料密封環是一種“動”密封環,即只有在壓縮機工作時才起密封作用,在停機或其他情況下不能起到密封作用。傳統的密封環在機組停機時,氣缸內高壓氣體從填料函組件中逸出,不能保壓。為解決此問題,美國Cook公司開發出一個專利產品:Static-Pac密封件,見下圖:
 特殊設計點:
√停機時會激活Static-Pac組件,將唇形密封件緊緊地機械楔緊在活塞桿上。柔性聚合物密封件與桿的圓周相符,并鎖定在高壓氣體中。
√在壓縮機啟動過程中釋放激活壓力時,Static -Pac密封墊會抬起桿表面,以允許桿自由運動。
Static-Pac密封件可加裝到大多數氣體壓縮機填料函組件中,可以適應各種壓縮機工作條件,只需要替換桿填料函低壓側的一個或兩個環槽密封環組件。
結束語
填料函是往復式壓縮機的關鍵部件,其對壓縮機的安全、穩定運行有至關重要保障,只有學習掌握填料函的密封原理、結構、裝配注意事項,才能保證機組設備維護保養的質量標準。
〈本文連載完!〉
參考文獻
1.淺談往復式壓縮機常用填料密封環工作原理. 賀爾碧格(上海)有限公司,密封件技術部,陳華風
3.美國Ariel公司壓縮機產品維護保養維修手冊
4.美國Ajax 整體式DPC28系列壓縮機組培訓教程
5.美國GE/Cameron CFA34/RAM52/MH62:4系列壓縮機零配件手冊
6.美國Cook壓縮機公司填料產品手冊
7.活塞式壓縮機. 北京工業出版社,郁有章
8.石油化工設備檢修規程. 中國石化出版社
9.中華人民共和國機械行業標準 JB/T 9102.3-1999 《往復活塞壓縮機 金屬平面填料》
特殊設計點:
√停機時會激活Static-Pac組件,將唇形密封件緊緊地機械楔緊在活塞桿上。柔性聚合物密封件與桿的圓周相符,并鎖定在高壓氣體中。
√在壓縮機啟動過程中釋放激活壓力時,Static -Pac密封墊會抬起桿表面,以允許桿自由運動。
Static-Pac密封件可加裝到大多數氣體壓縮機填料函組件中,可以適應各種壓縮機工作條件,只需要替換桿填料函低壓側的一個或兩個環槽密封環組件。
結束語
填料函是往復式壓縮機的關鍵部件,其對壓縮機的安全、穩定運行有至關重要保障,只有學習掌握填料函的密封原理、結構、裝配注意事項,才能保證機組設備維護保養的質量標準。
〈本文連載完!〉
參考文獻
1.淺談往復式壓縮機常用填料密封環工作原理. 賀爾碧格(上海)有限公司,密封件技術部,陳華風
3.美國Ariel公司壓縮機產品維護保養維修手冊
4.美國Ajax 整體式DPC28系列壓縮機組培訓教程
5.美國GE/Cameron CFA34/RAM52/MH62:4系列壓縮機零配件手冊
6.美國Cook壓縮機公司填料產品手冊
7.活塞式壓縮機. 北京工業出版社,郁有章
8.石油化工設備檢修規程. 中國石化出版社
9.中華人民共和國機械行業標準 JB/T 9102.3-1999 《往復活塞壓縮機 金屬平面填料》
來源:本站原創
文/張安斌
〈接上期——〉
四、填料函應用選型
填料函根據氣缸壓縮氣體壓力等級、不同填料函的安全運行溫度要求、氣體介質危險性選擇不同規格的填料函,填料函的關鍵考慮因素是填料函的標稱壓降、排熱率和冷卻劑變量。例如以下分類:
1)根據壓縮氣體壓力等級填料函中填料環組數量不同,有關資料推薦如下:見下表,當氣缸壓力大于2000psi時,填料函中填料數量選5至7道密封環組;當氣缸壓力大于800psi而小于2000psi時,填料函中填料數量選4至6道密封環組;當氣缸壓力大于300psi而小于800psi時,填料函中填料數量選3至5道密封環組;當氣缸壓力小于300psi時,填料函中填料數量選2至4道密封環組;如果選用Cook公司生產的Low-Emissions填料環,根據壓力等級會用比傳統密封環組數少。
2)根據預測填料函承受的高壓力和高溫度選擇水冷填料。通常的填料函都沒有水冷系統,如預測填料承受的高壓力和高溫度選擇水冷填料函,水冷填料需要仔細測算冷卻液進口溫度、冷卻液類型和流速,見下圖顯示水冷填料函的水路系統。
3)根據壓縮機氣體介質安全性對潤滑油要求,選擇無油潤滑填料和有油潤滑填料。例如氫氣活塞壓縮機選擇無油潤滑填料,由于此填料制造技術難度高、造價昂貴,維修成本高,一般機型不選用,本論文不對無油潤滑填料闡述。
4)根據隔離室數量填料函結構不同
見下圖,由于沒有單獨的隔室,壓力填料函和刮油環組是一個總成,多見于早期美國CAMERON公司制造的壓縮機CFA34、RAM52系列機型,美國ARIEL公司制造的JGM:N:P:Q, JG:A和JGR:J系列機型。
見下圖,配置了一個長體十字頭導軌和一個短隔離室,壓力填料函和刮油環組分別安裝,多見于早期美國CAMERON公司制造的壓縮機DPC2803:04系列,CFA34、RAM52、MH6系列機型,美國ARIEL公司制造的JGH:E:K:T系列機型。
見下圖,一個隔墻在填料盒法蘭處將隔離室隔開,形成兩個腔室,壓力填料函和刮油環組分別安裝,這樣可以將填料函泄露的氣體和活塞桿處泄露的氣體分別放空,多見于美國GE公司制造RAM52、CFR52系列機型。
見下圖,2個隔離導軌有2個中體隔離室,由中間密封套(帶密封環)隔開,位于兩個隔室之間的中間隔板中;需要凈化系統的酸性氣體應用或者對安全系數要求比較高的場所采用這種十字頭導向裝置,在所有帶可分離式十字頭導軌的機身型號上,長兩室十字頭導軌都是可選的。
五、填料函拆卸維修安裝注意事項
1)拆卸填料函時,先斷開所有潤滑油接管,檢查潤滑油路與填料法蘭之間的接管中沒有碎屑。
2)拆下用于將壓力填料壓蓋法蘭固定到氣缸曲柄端的螺母,通常不拆下螺柱上的小螺母,因為它將填料盒保持在一起作為總成拆卸。然而,有些填料過大無法穿過隔離室或十字頭導軌,因此必須拆下小螺母和填料法蘭。對于某些更長、更高壓力等級的填料盒,滾花螺母將剩余填料環槽保持在一起以輔助安裝和拆卸,需將壓力填料函放置在一個干凈的平臺上拆卸,保持凸出端即氣缸端朝下。
3)填料環槽有標記以標識裝配順序,最靠近氣缸的填料環槽標記為 1 號或用記號筆做以標識。
4)長連接雙頭螺栓將壓力填料保持在一起,雙頭螺栓孔不均勻地間隔,以防止環槽里的密封環堆疊錯位。拆下螺母并散開壓力填料,要檢查環的磨損情況。
5)在底端填料1 號環槽,使用尖銳錐子橇松軟金屬墊圈或片,切勿刮傷墊片凹槽側面。
六、填料函安裝注意事項
為確保壓縮機正常工作,必須將填料函正確安裝到氣缸曲柄端蓋中,在安裝過程中,填料函必須位于活塞桿的中心,以確保活塞桿周圍的環完全密封。有個小技巧:如是整體安裝填料函,先緊固十字頭鎖母后,再正確扭矩扳手擰緊填料法蘭螺母,填料端面壓變形軟頭墊圈,迫使彼此密封。由于楔形磨損,錐形活塞桿或者光潔度不足的活塞桿會破壞填料環在活塞桿周圍的密封能力,會快速衰減填料環壽命,導致氣體泄露量增加。注意事項如下:
1)重新裝配之前,應徹底清洗所有零件,注意不要清楚環槽標識。
2)活塞桿填料環密封的填料杯體背面必須光滑平整,如果填料杯或內槽有凹陷或出現錐度,則重新打磨或磨平。
3)在1號環槽背面涂抹潤滑脂,然后放入軟性墊圈,可以防止填料函裝配過程中意外掉落。
4)僅允許使用與強制注油潤滑系統使用的同種潤滑油涂抹密封環。
5)確保連接雙頭螺栓完全旋入底端填料杯中。
6)檢查所有零件是否有異常裂紋或毛刺,以免干擾活塞桿環在填料杯中的自由浮動。 特別小心由柔軟材料(諸如青銅或 PTFE)制成的活塞桿環。
7)將裝配好的環和環槽(注意裝配標記)置于活塞桿上,檢查端面對縫間隙,如搭口對接或接近對接,則應該更換重新檢查填料環和環槽。
8)活塞桿填料環正確朝向壓力側,所有活塞桿環節段都有字母標示,注意方向。
9)擰緊連接雙頭螺栓螺母之前,檢查WAT環和AL環對準中間位置。
10)安裝連接雙頭螺栓螺母并緊固至恰當的扭矩。
11)磨合潤滑速率是正常速率的約兩倍,或者是正常周期時間的一半,磨合時間一般200小時。
七、填料失效引起泄露的因素
1)密封環安裝順序錯誤。
2)密封環軸向間隙不足。運行中溫度升高,密封環軸向膨脹,在填料函中卡住,導致密封失效。填料標準要求:填料環在填料環槽中的軸向間隙不得小于0.25mm-0.30mm,如果小于就對環進行研磨,同時研磨過程中要保證兩端面平行。
3)填料密封環表面拋光不理想。密封環的內徑與活塞桿貼合度不佳,導致泄漏。
4)填料函與活塞桿的對中不佳。檢查活塞桿垂直跳動不能超過0.05mm,水平跳動不能超過0.025mm。
5)注油量因素。填料運行時如果注油量不足導致潤滑不良,填料環磨損較快,注油量太多會造成磨損的填料和潤滑油形成油泥,導致潤滑情況惡化。
6)冷卻不良。有冷卻水系統的填料函,如果冷卻水不通暢會導致填料高溫而快速磨損。
7)漏氣放空系統是否通暢,如果填料放空系統憋壓會導致泄露介質反串。
8)填料函法蘭螺母扭矩不足。
八、刮油環故障排查
如機組曲軸箱潤滑油消耗量大,機組運行時拆開中體邊蓋檢查刮油環一側出油情況。對導致故障的原因分析如下:
外在原因:
1)機組曲軸箱壓力大,曲軸箱內熱氣從刮油環處泄露,攜帶潤滑油泄露。需要檢查曲軸箱壓力,如呼吸帽是否暢通。
2)檢查活塞桿光潔度是否標準。
3)檢查刮油環環槽的回流孔是否堵塞或者足夠大。
4)檢查刮油環是否可以在環槽中自由浮動。
內在原因:
1)檢查刮油環的側間隙,標準的3RWS環刮油環側間隙數值在0.15mm-0.19mm之間。
2)其它都正常,可能就需要更換更適合的環組設置或材料。
九、填料環升級改造成功案例分享
2011年初,西南一家大型能源公司啟動了一項計劃,以在其三個站點中使用的往復式壓縮機為測試對象,意圖減少從填料排放的氣體。在研究了市場上可用的填料后,該公司使用了Cook Compression的低排放活塞桿狀密封環(也稱為實心環技術),見下圖。
其主要改進點:
√每個環都依次密封,減少了活塞桿上的摩擦熱負荷,這樣提高密封效果,并減少長時間運行時的磨損,延長了運轉時間并降低了維護成本,與傳統環相比,活塞桿溫度降低了38℃。
√獲得專利的無間隙設計消除了泄漏路徑,可最大程度地減少往復式壓縮機的主要氣體泄漏,更有效地密封并減少了可測量極限以下的逸散排放。
√在每個環組中,環根據壓力順序密封,從而最大程度地減少了在任何一次與桿接觸的環的數量,并限制了任何單個環的接觸時間。
√第一組密封圈完成了大部分密封,減少了施加到后續密封圈上的壓力并消除了磨損。
在現場天然氣集氣站增壓的兩臺Ariel JGT/4壓縮機上安裝了帶有Cook壓縮低排放桿環的填料函。運行1000小時后,測量結果確認排氣孔泄漏為零;3,000小時后的另一次測量產生了相同的結果。
能源公司隨后在其它三個壓縮機集氣站擴大了該技術的使用范圍,并繼續監控長期性能。兩年半之后,能源公司授權對性能進行廣泛評估:在三個壓縮機站進行了填料中體放空排氣流量測量,所有這些站均安裝在Ariel JGT/4壓縮機上。在所測量的18臺機組(72個填料函)中,只有6個填料函的排放泄露到1.0 scfm以上,大多數填料函的泄露排放仍保持在零或接近零。
為了實現零泄漏或極低的泄漏,Cook Compression低排放桿環技術不僅使能源公司能夠積極主動地實現排放合規性,而且還可以通過延長機器正常運行時間,增加生產量,減少勞動量和減少維護成本。
十、填料環升級改造:動、靜態時都可以密封
往復式壓縮機填料密封環是一種“動”密封環,即只有在壓縮機工作時才起密封作用,在停機或其他情況下不能起到密封作用。傳統的密封環在機組停機時,氣缸內高壓氣體從填料函組件中逸出,不能保壓。為解決此問題,美國Cook公司開發出一個專利產品:Static-Pac密封件,見下圖:
特殊設計點:
√停機時會激活Static-Pac組件,將唇形密封件緊緊地機械楔緊在活塞桿上。柔性聚合物密封件與桿的圓周相符,并鎖定在高壓氣體中。
√在壓縮機啟動過程中釋放激活壓力時,Static -Pac密封墊會抬起桿表面,以允許桿自由運動。
Static-Pac密封件可加裝到大多數氣體壓縮機填料函組件中,可以適應各種壓縮機工作條件,只需要替換桿填料函低壓側的一個或兩個環槽密封環組件。
結束語
填料函是往復式壓縮機的關鍵部件,其對壓縮機的安全、穩定運行有至關重要保障,只有學習掌握填料函的密封原理、結構、裝配注意事項,才能保證機組設備維護保養的質量標準。
〈本文連載完!〉
參考文獻
1.淺談往復式壓縮機常用填料密封環工作原理. 賀爾碧格(上海)有限公司,密封件技術部,陳華風
3.美國Ariel公司壓縮機產品維護保養維修手冊
4.美國Ajax 整體式DPC28系列壓縮機組培訓教程
5.美國GE/Cameron CFA34/RAM52/MH62:4系列壓縮機零配件手冊
6.美國Cook壓縮機公司填料產品手冊
7.活塞式壓縮機. 北京工業出版社,郁有章
8.石油化工設備檢修規程. 中國石化出版社
9.中華人民共和國機械行業標準 JB/T 9102.3-1999 《往復活塞壓縮機 金屬平面填料》
來源:本站原創

網友評論
條評論
最新評論