



【壓縮機網】近十多年來,隨著離心式和無油干式螺桿空壓機的日益廣泛應用,壓縮熱吸干機也成為市場熱點。據不完全統計,全球半數以上的離心式空壓機安裝使用地點在中國。因此,中國已成為壓縮熱干燥機需求量最多的市場,也是干燥機制造商最集中的地方。
 壓縮熱干燥機以“節能”著稱,關于它的露點性能,眾說紛紜,還未形成統一認識。本文系統的采用平衡吸附曲線來探討壓縮熱干燥機所能達到的露點性能,同時把平衡吸附曲線的使用方法推薦給相關從業人員。
壓縮熱干燥機以“節能”著稱,關于它的露點性能,眾說紛紜,還未形成統一認識。本文系統的采用平衡吸附曲線來探討壓縮熱干燥機所能達到的露點性能,同時把平衡吸附曲線的使用方法推薦給相關從業人員。
 1.壓縮熱的吸附劑
吸附劑是干燥機的核心。吸附式干燥機常用吸附劑有活性氧化鋁、4A分子篩和硅鋁膠(包括高性能硅鋁膠和防水硅鋁膠)。在壓縮熱干燥機上,國內使用活性氧化鋁較多,對防水硅鋁膠認識不足,只有少數廠家在使用;國外壓縮熱干燥機已普遍使用防水硅鋁膠。
活性氧化鋁較便宜,市場上容易購買。而防水硅鋁膠價格昂貴,生產廠家較少,但其性能更優異,再生溫度更低,動吸附量更大,是今后的發展趨勢。
壓縮熱干燥機采用了從無油壓縮機排出的中高溫的壓縮空氣來再生吸附劑。再生氣含濕量非常高,壓力露點常常可以達到60-70度,當進入吸附塔與處于冷態的吸附劑接觸時極有可能發生水蒸氣冷凝,產生液態水滴。因此,在選擇吸附劑時應采用具有抗液態水滴功能的活性氧化鋁或者防水硅鋁膠,規避由于氣態水冷凝造成吸附劑床層失效的風險,特別不建議壓縮熱中采用遇液態水滴會失效的分子篩。
國內市場上絕大部分壓縮熱都是采用的活性氧化鋁作為吸附劑,因此本文主要以活性氧化鋁為例進行闡述。
2.平衡吸附曲線及使用方法
2.1 什么是平衡吸附曲線
有熱吸附式干燥機設計過程中常常會使用到吸附劑的三個重要的曲線:等溫吸附曲線、穿透曲線和平衡吸附曲線。其中平衡吸附曲線(equilibrium relation)也稱為等量吸附曲線(isostere),是最為重要的一條曲線,尤其是對壓縮熱干燥機而言。
平衡吸附線把不同溫度和濕度條件下吸附量相同的點連接起來形成的曲線。每種不同的吸附劑都有自己獨有的平衡吸附曲線,圖1是一種典型活性氧化鋁的平衡吸附曲線。
1.壓縮熱的吸附劑
吸附劑是干燥機的核心。吸附式干燥機常用吸附劑有活性氧化鋁、4A分子篩和硅鋁膠(包括高性能硅鋁膠和防水硅鋁膠)。在壓縮熱干燥機上,國內使用活性氧化鋁較多,對防水硅鋁膠認識不足,只有少數廠家在使用;國外壓縮熱干燥機已普遍使用防水硅鋁膠。
活性氧化鋁較便宜,市場上容易購買。而防水硅鋁膠價格昂貴,生產廠家較少,但其性能更優異,再生溫度更低,動吸附量更大,是今后的發展趨勢。
壓縮熱干燥機采用了從無油壓縮機排出的中高溫的壓縮空氣來再生吸附劑。再生氣含濕量非常高,壓力露點常常可以達到60-70度,當進入吸附塔與處于冷態的吸附劑接觸時極有可能發生水蒸氣冷凝,產生液態水滴。因此,在選擇吸附劑時應采用具有抗液態水滴功能的活性氧化鋁或者防水硅鋁膠,規避由于氣態水冷凝造成吸附劑床層失效的風險,特別不建議壓縮熱中采用遇液態水滴會失效的分子篩。
國內市場上絕大部分壓縮熱都是采用的活性氧化鋁作為吸附劑,因此本文主要以活性氧化鋁為例進行闡述。
2.平衡吸附曲線及使用方法
2.1 什么是平衡吸附曲線
有熱吸附式干燥機設計過程中常常會使用到吸附劑的三個重要的曲線:等溫吸附曲線、穿透曲線和平衡吸附曲線。其中平衡吸附曲線(equilibrium relation)也稱為等量吸附曲線(isostere),是最為重要的一條曲線,尤其是對壓縮熱干燥機而言。
平衡吸附線把不同溫度和濕度條件下吸附量相同的點連接起來形成的曲線。每種不同的吸附劑都有自己獨有的平衡吸附曲線,圖1是一種典型活性氧化鋁的平衡吸附曲線。
 圖1中橫坐標是吸附劑的工作溫度,可以是吸附溫度也可以是再生溫度。縱坐標是空氣的含濕量,采用壓力露點來表示(用露點最大好處是平衡吸附線是一條直線,使用起來非常方便)。
平衡吸附線的物理意義是吸附劑的狀態點移動到直線上方時發生吸附,移動到下方時發生脫附,沿直線移動時既不發生吸附也不發生脫附。
平衡吸附曲線建立了吸附溫度(吸附溫度與壓縮空氣進氣溫度、壓力和相對濕度直接相關)、成品氣露點、再生氣露點和再生氣溫度等多個變量之間的關系,可以幫助我們更深刻的理解吸干機是如何工作的。
2.2 用平衡吸附曲線預測壓力露點的方法
理解了平衡吸附曲線的意義,在已知再生條件下,我們就可以利用它來預測干燥機的露點性能,這種方法對于壓縮熱干燥機設計和運行是特別有用的。
在已知進氣壓力、溫度和無油空壓機相關參數的條件下,可以通過五步來預測成品氣壓力露點。
圖1中橫坐標是吸附劑的工作溫度,可以是吸附溫度也可以是再生溫度。縱坐標是空氣的含濕量,采用壓力露點來表示(用露點最大好處是平衡吸附線是一條直線,使用起來非常方便)。
平衡吸附線的物理意義是吸附劑的狀態點移動到直線上方時發生吸附,移動到下方時發生脫附,沿直線移動時既不發生吸附也不發生脫附。
平衡吸附曲線建立了吸附溫度(吸附溫度與壓縮空氣進氣溫度、壓力和相對濕度直接相關)、成品氣露點、再生氣露點和再生氣溫度等多個變量之間的關系,可以幫助我們更深刻的理解吸干機是如何工作的。
2.2 用平衡吸附曲線預測壓力露點的方法
理解了平衡吸附曲線的意義,在已知再生條件下,我們就可以利用它來預測干燥機的露點性能,這種方法對于壓縮熱干燥機設計和運行是特別有用的。
在已知進氣壓力、溫度和無油空壓機相關參數的條件下,可以通過五步來預測成品氣壓力露點。
 第一步,確定再生溫度。根據進入吸附塔的再生溫度值并在橫坐標上找到該點,通過該點向上劃一條垂直線(按圖2中步驟1);
第二步,確定再生氣的露點。這是一個關鍵的參數,可通過無油壓縮機廠家獲得,也可自行進行計算(按3.1節計算)。確定再生氣露點后,通過縱坐標上的該點劃一條水平線并于上一步的直線相交于一點(按圖2中步驟2);
第三步,劃平衡吸附線。沿上一步的交點劃一條與圖中最近的平衡吸附線的平行線(按圖2中步驟3),產生一條設計工況的平衡吸附線;
第四步,確定吸附溫度。吸附劑吸附水分時放熱,提升了床層吸附溫度,這個溫度可以通過進入吸附塔的壓縮空氣的溫度、壓力和相對濕度計算得到。詳細計算方法在第4節中介紹。確定吸附溫度后,在橫坐標上找到對應的吸附溫度點,向上劃一條垂直線與上一步的平衡吸附線相交(按圖2中步驟4);
第五步,確定成品氣露點。沿上一步的交點,向左劃一條水平線,與縱坐標相交(按圖2中步驟5),交點即為成品氣露點值。
除了預測露點外,我們也可以在已知露點要求的情況下,采用平衡吸附線來確定再生溫度。總之,只要知道三個變量就可以確定第四個變量,這個的意義在于可以定量的了解各個參數間的影響關系,更好的設計或者運行、維護干燥機。
3.無油壓縮機排氣狀態參數計算方法
3.1 環境因素對排氣露點的影響
為便于分析,對離心壓縮機和無油二級干式螺桿壓縮機做如下假設:第一,各級壓縮比相同;第二,各級間冷卻器出口壓縮空氣溫度比冷卻水溫度高10度,且氣水分離器的效率為100%。當然,從壓縮機制造商處獲得的參數更為準確,更有利于本文的分析。
基于以上假設,我們采用Vaisala Humidity Calculator(可以在維薩拉網站上下載)計算了冷卻水溫度為32度,排氣壓力為7barg,在不同環境條件下的空壓機出口壓力露點。
第一步,確定再生溫度。根據進入吸附塔的再生溫度值并在橫坐標上找到該點,通過該點向上劃一條垂直線(按圖2中步驟1);
第二步,確定再生氣的露點。這是一個關鍵的參數,可通過無油壓縮機廠家獲得,也可自行進行計算(按3.1節計算)。確定再生氣露點后,通過縱坐標上的該點劃一條水平線并于上一步的直線相交于一點(按圖2中步驟2);
第三步,劃平衡吸附線。沿上一步的交點劃一條與圖中最近的平衡吸附線的平行線(按圖2中步驟3),產生一條設計工況的平衡吸附線;
第四步,確定吸附溫度。吸附劑吸附水分時放熱,提升了床層吸附溫度,這個溫度可以通過進入吸附塔的壓縮空氣的溫度、壓力和相對濕度計算得到。詳細計算方法在第4節中介紹。確定吸附溫度后,在橫坐標上找到對應的吸附溫度點,向上劃一條垂直線與上一步的平衡吸附線相交(按圖2中步驟4);
第五步,確定成品氣露點。沿上一步的交點,向左劃一條水平線,與縱坐標相交(按圖2中步驟5),交點即為成品氣露點值。
除了預測露點外,我們也可以在已知露點要求的情況下,采用平衡吸附線來確定再生溫度。總之,只要知道三個變量就可以確定第四個變量,這個的意義在于可以定量的了解各個參數間的影響關系,更好的設計或者運行、維護干燥機。
3.無油壓縮機排氣狀態參數計算方法
3.1 環境因素對排氣露點的影響
為便于分析,對離心壓縮機和無油二級干式螺桿壓縮機做如下假設:第一,各級壓縮比相同;第二,各級間冷卻器出口壓縮空氣溫度比冷卻水溫度高10度,且氣水分離器的效率為100%。當然,從壓縮機制造商處獲得的參數更為準確,更有利于本文的分析。
基于以上假設,我們采用Vaisala Humidity Calculator(可以在維薩拉網站上下載)計算了冷卻水溫度為32度,排氣壓力為7barg,在不同環境條件下的空壓機出口壓力露點。

 從圖3和圖4中可以看出,當環境溫度(假設為空壓機的吸氣口溫度)在35度以上及相對濕度60%以上時,環境因素對壓縮機排氣的露點基本上沒有影響。從空壓機的結構特點來看,只要環境濕度高到一定程度,排氣露點基本上只跟冷卻水溫的關系最大。
實際工況的空壓機排氣露點計算,需要知道空壓機的末級進氣溫度、末級吸氣和排氣壓力即可。
3.2 排氣溫度的計算
無論是離心壓縮機還是無油干式螺桿壓縮機,每一級壓縮均可看作絕熱壓縮過程。因此排氣溫度Td可用以下公式計算:
Td=(p2/p1)(k-1)/k·Tin
其中Tin為末級吸氣溫度,p2/p1為壓縮比,k為絕熱指數,對于空氣其值為1.4。
4.吸附溫度的計算
當含濕空氣進入吸附塔接觸吸附劑后,空氣中的水蒸氣逐漸被吸附。吸附是放熱的,放出的熱量被吸附劑和壓縮空氣吸收,因此吸附劑和空氣的溫度都被提高了,吸附溫度就是吸附劑和空氣的溫度。很顯然,吸附溫度比進氣溫度高。
如果把吸附塔作為一個絕熱系統,計算吸附溫度就變得比較容易。下圖是以活性氧化鋁為例(宏觀吸附熱700kcal/kgH2O),在進氣溫度38度@7barg及濕度100%的條件下,理論計算了干燥機出口溫度隨時間的變化曲線。從曲線來看,二十多分鐘后床層溫度就進入恒定狀態。由于有熱再生周期較長,這個穩定后的溫度即可視為吸附溫度。
從圖3和圖4中可以看出,當環境溫度(假設為空壓機的吸氣口溫度)在35度以上及相對濕度60%以上時,環境因素對壓縮機排氣的露點基本上沒有影響。從空壓機的結構特點來看,只要環境濕度高到一定程度,排氣露點基本上只跟冷卻水溫的關系最大。
實際工況的空壓機排氣露點計算,需要知道空壓機的末級進氣溫度、末級吸氣和排氣壓力即可。
3.2 排氣溫度的計算
無論是離心壓縮機還是無油干式螺桿壓縮機,每一級壓縮均可看作絕熱壓縮過程。因此排氣溫度Td可用以下公式計算:
Td=(p2/p1)(k-1)/k·Tin
其中Tin為末級吸氣溫度,p2/p1為壓縮比,k為絕熱指數,對于空氣其值為1.4。
4.吸附溫度的計算
當含濕空氣進入吸附塔接觸吸附劑后,空氣中的水蒸氣逐漸被吸附。吸附是放熱的,放出的熱量被吸附劑和壓縮空氣吸收,因此吸附劑和空氣的溫度都被提高了,吸附溫度就是吸附劑和空氣的溫度。很顯然,吸附溫度比進氣溫度高。
如果把吸附塔作為一個絕熱系統,計算吸附溫度就變得比較容易。下圖是以活性氧化鋁為例(宏觀吸附熱700kcal/kgH2O),在進氣溫度38度@7barg及濕度100%的條件下,理論計算了干燥機出口溫度隨時間的變化曲線。從曲線來看,二十多分鐘后床層溫度就進入恒定狀態。由于有熱再生周期較長,這個穩定后的溫度即可視為吸附溫度。
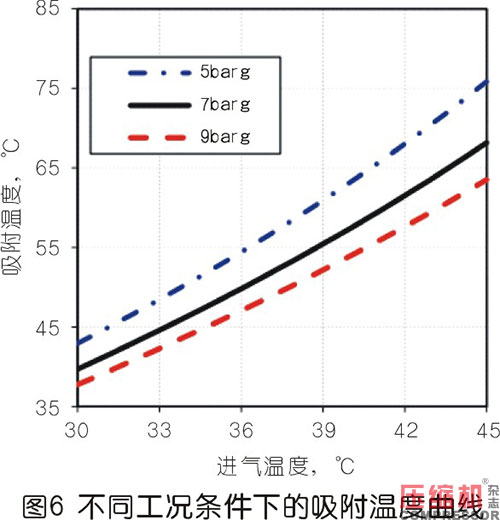
 吸附溫度與進氣溫度、壓力和相對濕度有關。一般而言,單位質量空氣中水分含量越多,吸附溫度越高。也就是說,進氣溫度越高,吸附溫度越高;進氣壓力越低,吸附溫度越高。下圖曲線是進氣相對濕度為100%時,不同進氣溫度和壓力的條件干燥機的吸附溫度。
吸附溫度與進氣溫度、壓力和相對濕度有關。一般而言,單位質量空氣中水分含量越多,吸附溫度越高。也就是說,進氣溫度越高,吸附溫度越高;進氣壓力越低,吸附溫度越高。下圖曲線是進氣相對濕度為100%時,不同進氣溫度和壓力的條件干燥機的吸附溫度。
 理論上講,吸附溫度就是床層溫度,也是干燥機出口溫度。干燥機實際運行過程中的吸附溫度(出口溫度),與理論計算值吻合度很好。
5.典型壓縮熱流程
市場上常見的有兩種壓縮熱再生干燥機,一種是有氣耗的壓縮熱,這個流程出現的較早,來源于美國。還有一種是采用雙冷卻器的零氣耗壓縮熱,這種出現的比有氣耗壓縮熱晚一些,來源于歐洲。
應該說兩種壓縮熱都有非常長的歷史,流程上比較成熟,在中國市場上應用非常廣泛。本文主要討論這兩種壓縮熱的露點性能。由于中國是無油壓縮機最活躍的市場,也給了國內干燥機行業很多探索的機會,出現了很多更新的流程,本文限于篇幅,不做討論。
5.1 有氣耗壓縮熱流程
從壓縮機排出的中高溫的無油壓縮空氣進入吸附塔(與吸附方向相反),加熱吸附劑床層并脫附水分,再生氣離塔后形成基本飽和的再生尾氣。再生尾氣然后進入冷卻器冷卻后進入吸附塔吸附。加熱完成后,采用干燥機出口的少量成品氣減壓后將塔內吸附劑吹冷,吹冷尾氣排空。需要指出的是,吹冷氣在床層熱量的輔助下更進一步脫水再生,降低了吸附塔的殘留吸附量,也進一步提升了露點潛力,是一個非常重要的輔助再生過程。
5.2 雙冷卻器零氣耗壓縮熱流程
從壓縮機排出的中高溫的無油壓縮空氣進入吸附塔(與吸附方向相反),加熱吸附劑床層并脫附水分,再生氣離塔后形成基本飽和的再生尾氣。再生尾氣然后進入主冷卻器冷卻后進入吸附塔吸附。在加熱完成后,從壓縮機排出的中高溫的無油壓縮空氣直接進入主冷卻器冷卻,然后經氣液分離器后進入再生塔(與加熱方向相反,與吸附方向相同),將再生塔內吸附劑吹冷。吹冷尾氣經再生冷卻器后進入吸附塔吸附。需要指出的是,吹冷氣是100%相對濕度的壓縮空氣,進入吸附塔的時候發生吸附,離塔的時候形成干燥的壓縮空氣并在床層熱量的輔助下將離塔端的吸附劑更進一步脫水再生,這個過程增加了吸附塔切換到下一周期的水分負擔,但卻進一步脫附從而提升了露點潛力。
由于該流程中有兩個冷卻器,一個主冷卻器和一個再生冷卻器,因此該流程也稱為雙冷卻器零氣耗壓縮熱。
理論上講,吸附溫度就是床層溫度,也是干燥機出口溫度。干燥機實際運行過程中的吸附溫度(出口溫度),與理論計算值吻合度很好。
5.典型壓縮熱流程
市場上常見的有兩種壓縮熱再生干燥機,一種是有氣耗的壓縮熱,這個流程出現的較早,來源于美國。還有一種是采用雙冷卻器的零氣耗壓縮熱,這種出現的比有氣耗壓縮熱晚一些,來源于歐洲。
應該說兩種壓縮熱都有非常長的歷史,流程上比較成熟,在中國市場上應用非常廣泛。本文主要討論這兩種壓縮熱的露點性能。由于中國是無油壓縮機最活躍的市場,也給了國內干燥機行業很多探索的機會,出現了很多更新的流程,本文限于篇幅,不做討論。
5.1 有氣耗壓縮熱流程
從壓縮機排出的中高溫的無油壓縮空氣進入吸附塔(與吸附方向相反),加熱吸附劑床層并脫附水分,再生氣離塔后形成基本飽和的再生尾氣。再生尾氣然后進入冷卻器冷卻后進入吸附塔吸附。加熱完成后,采用干燥機出口的少量成品氣減壓后將塔內吸附劑吹冷,吹冷尾氣排空。需要指出的是,吹冷氣在床層熱量的輔助下更進一步脫水再生,降低了吸附塔的殘留吸附量,也進一步提升了露點潛力,是一個非常重要的輔助再生過程。
5.2 雙冷卻器零氣耗壓縮熱流程
從壓縮機排出的中高溫的無油壓縮空氣進入吸附塔(與吸附方向相反),加熱吸附劑床層并脫附水分,再生氣離塔后形成基本飽和的再生尾氣。再生尾氣然后進入主冷卻器冷卻后進入吸附塔吸附。在加熱完成后,從壓縮機排出的中高溫的無油壓縮空氣直接進入主冷卻器冷卻,然后經氣液分離器后進入再生塔(與加熱方向相反,與吸附方向相同),將再生塔內吸附劑吹冷。吹冷尾氣經再生冷卻器后進入吸附塔吸附。需要指出的是,吹冷氣是100%相對濕度的壓縮空氣,進入吸附塔的時候發生吸附,離塔的時候形成干燥的壓縮空氣并在床層熱量的輔助下將離塔端的吸附劑更進一步脫水再生,這個過程增加了吸附塔切換到下一周期的水分負擔,但卻進一步脫附從而提升了露點潛力。
由于該流程中有兩個冷卻器,一個主冷卻器和一個再生冷卻器,因此該流程也稱為雙冷卻器零氣耗壓縮熱。
 6.露點性能分析
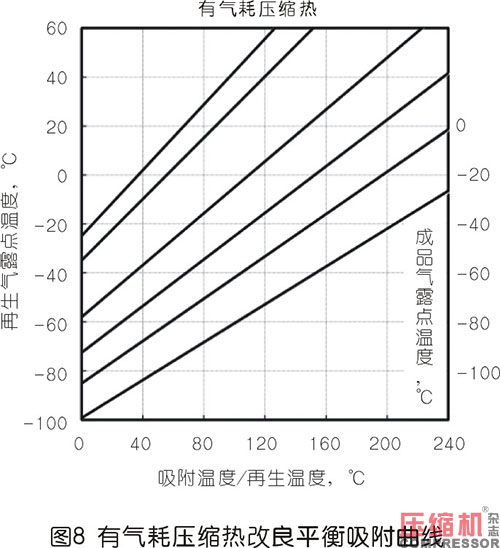
圖3方法適用于吸附劑加熱脫附后自然冷卻到常溫的狀況。對于本文所探討的壓縮流程,由于吹冷也是重要的再生過程,結合多年實踐經驗,針對不同的流程對活性氧化鋁的等量吸附曲線進行了改良,增加了成品氣露點的縱坐標,見圖8和圖9。
6.露點性能分析
圖3方法適用于吸附劑加熱脫附后自然冷卻到常溫的狀況。對于本文所探討的壓縮流程,由于吹冷也是重要的再生過程,結合多年實踐經驗,針對不同的流程對活性氧化鋁的等量吸附曲線進行了改良,增加了成品氣露點的縱坐標,見圖8和圖9。
 如果進吸附塔溫度為40度,壓力為7barg,根據圖6可知吸附溫度為57度。對于離心機而言,可計算出排氣溫度約為115度,壓力露點為56度(按圖4)。
如果進吸附塔溫度為40度,壓力為7barg,根據圖6可知吸附溫度為57度。對于離心機而言,可計算出排氣溫度約為115度,壓力露點為56度(按圖4)。

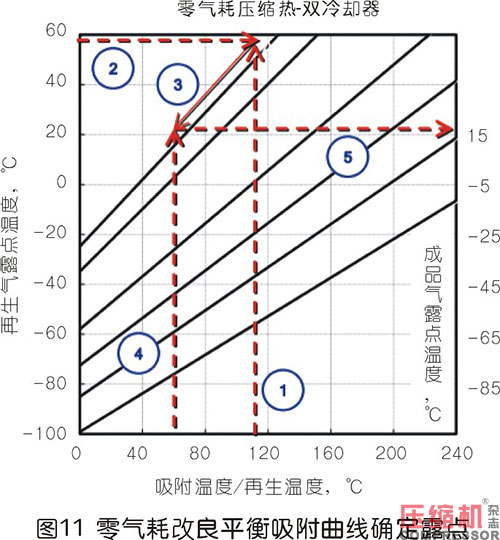 圖10和圖11采用改良的平衡吸附曲線,按圖中步驟1-5步,即可預測成品氣露點。對于有氣耗的壓縮熱,可實現壓力露點約為5度左右,而對于零氣耗壓縮熱實現壓力露點為15-20度左右。這個結果說明,來自于離心壓縮機的排氣含濕量大,溫度不夠高,吸附劑的脫附深度不夠,遠遠無法實現-20度或者-40度的壓力露點。
從平衡吸附曲線圖上來看,我們有兩個手段可以改善露點性能:采用低溫冷凍水降低吸附溫度或者用加熱器提高再生氣溫度。以提高再生氣溫度的辦法實現-20度為例,采用平衡吸附曲線確定最低再生溫度。仍然按照圖中1-5步可以確定最低再生溫度。對于有氣耗壓縮熱,實現-20度的壓力露點,再生氣溫度需提高到約160度,而零氣耗壓縮熱的再生溫度需要提高到約190度。
圖10和圖11采用改良的平衡吸附曲線,按圖中步驟1-5步,即可預測成品氣露點。對于有氣耗的壓縮熱,可實現壓力露點約為5度左右,而對于零氣耗壓縮熱實現壓力露點為15-20度左右。這個結果說明,來自于離心壓縮機的排氣含濕量大,溫度不夠高,吸附劑的脫附深度不夠,遠遠無法實現-20度或者-40度的壓力露點。
從平衡吸附曲線圖上來看,我們有兩個手段可以改善露點性能:采用低溫冷凍水降低吸附溫度或者用加熱器提高再生氣溫度。以提高再生氣溫度的辦法實現-20度為例,采用平衡吸附曲線確定最低再生溫度。仍然按照圖中1-5步可以確定最低再生溫度。對于有氣耗壓縮熱,實現-20度的壓力露點,再生氣溫度需提高到約160度,而零氣耗壓縮熱的再生溫度需要提高到約190度。

 如果進吸附塔溫度為40度,壓力為7barg,根據圖6中可知吸附溫度為57度。對于無油干式螺桿機而言,可計算出排氣溫度約為165度,壓力露點為64度(按圖4)。
如果進吸附塔溫度為40度,壓力為7barg,根據圖6中可知吸附溫度為57度。對于無油干式螺桿機而言,可計算出排氣溫度約為165度,壓力露點為64度(按圖4)。

 同樣采用改良的平衡吸附曲線,按圖中步驟1-5步,即可預測成品氣露點。對于有氣耗的壓縮熱,可實現壓力露點約為-20度左右,而對于零氣耗壓縮熱實現壓力露點為-10度左右。采用加熱器提高再生氣溫度或者適用冷凍水來降低吸附溫度也可以改善露點性能,本文不再詳細闡述。
為方便使用,歸納了吸附溫度不超過60度時再生溫度與壓力露點的關系曲線(前端壓縮機末級進氣溫度不超過40度,且無液態水)。無論壓縮熱干燥器是否采用加熱器提高再生溫度,都可以通過下圖來獲得對應的壓力露點。當然設計人員也可采用該圖來確定壓縮熱的最低再生溫度。
同樣采用改良的平衡吸附曲線,按圖中步驟1-5步,即可預測成品氣露點。對于有氣耗的壓縮熱,可實現壓力露點約為-20度左右,而對于零氣耗壓縮熱實現壓力露點為-10度左右。采用加熱器提高再生氣溫度或者適用冷凍水來降低吸附溫度也可以改善露點性能,本文不再詳細闡述。
為方便使用,歸納了吸附溫度不超過60度時再生溫度與壓力露點的關系曲線(前端壓縮機末級進氣溫度不超過40度,且無液態水)。無論壓縮熱干燥器是否采用加熱器提高再生溫度,都可以通過下圖來獲得對應的壓力露點。當然設計人員也可采用該圖來確定壓縮熱的最低再生溫度。

 通過以上方法,我們詳細了解了如何根據工況和再生條件預測一臺壓縮熱干燥機的露點性能。干燥機要達到露點要求,除了各個參數要滿足吸附平衡曲線關系要求外,還有很多其它的必要條件,比如足夠的吸附劑填充量,足夠的再生熱量供給,合適的吹冷氣量。可以說缺少任何一個條件,即使再生溫度足夠高也無法實現期望的露點性能。
另外,壓縮熱干燥機運行過程中要特別注意兩點。第一,空壓機的級間冷卻器非常緊湊,易結垢,造成空壓機末級有時可達50度以上,此時排氣露點大幅上升到65-75度,干燥機再生嚴重惡化,露點性能大幅下降。干燥機的設計中很難考慮這種情況,因此,建議空壓機末級的進氣溫度不要超過42度,超過后應及時清洗冷卻器。第二,冷卻水的溫度應盡量低。冷卻水溫度是影響干燥機性能的又一個重要因素。降低冷卻水溫度,降低了空壓機排氣的濕度,改善了再生氣的品質,有利于吸附劑的再生。同時,冷卻水溫度的降低,使得干燥機的水分負荷也降低了。雙重影響,性能上雙倍改善。
7.寫在最后
本文雖以活性氧化鋁作為吸附劑舉例,但更適合壓縮熱干燥機吸附劑的是性能優異的防水硅鋁膠。關于防水硅鋁膠的性能,在作者參與起草的即將發布的團體標準《一般用壓縮空氣干燥器選型指南》中有提及。
另外,市場上還有一些其它的壓縮熱流程,比如干氣等壓輔助加熱壓縮熱流程和鼓風輔助加熱壓縮熱流程等。針對這些流程,今后將另行詳細分析。
通過以上方法,我們詳細了解了如何根據工況和再生條件預測一臺壓縮熱干燥機的露點性能。干燥機要達到露點要求,除了各個參數要滿足吸附平衡曲線關系要求外,還有很多其它的必要條件,比如足夠的吸附劑填充量,足夠的再生熱量供給,合適的吹冷氣量。可以說缺少任何一個條件,即使再生溫度足夠高也無法實現期望的露點性能。
另外,壓縮熱干燥機運行過程中要特別注意兩點。第一,空壓機的級間冷卻器非常緊湊,易結垢,造成空壓機末級有時可達50度以上,此時排氣露點大幅上升到65-75度,干燥機再生嚴重惡化,露點性能大幅下降。干燥機的設計中很難考慮這種情況,因此,建議空壓機末級的進氣溫度不要超過42度,超過后應及時清洗冷卻器。第二,冷卻水的溫度應盡量低。冷卻水溫度是影響干燥機性能的又一個重要因素。降低冷卻水溫度,降低了空壓機排氣的濕度,改善了再生氣的品質,有利于吸附劑的再生。同時,冷卻水溫度的降低,使得干燥機的水分負荷也降低了。雙重影響,性能上雙倍改善。
7.寫在最后
本文雖以活性氧化鋁作為吸附劑舉例,但更適合壓縮熱干燥機吸附劑的是性能優異的防水硅鋁膠。關于防水硅鋁膠的性能,在作者參與起草的即將發布的團體標準《一般用壓縮空氣干燥器選型指南》中有提及。
另外,市場上還有一些其它的壓縮熱流程,比如干氣等壓輔助加熱壓縮熱流程和鼓風輔助加熱壓縮熱流程等。針對這些流程,今后將另行詳細分析。
來源:本站原創
壓縮熱干燥機以“節能”著稱,關于它的露點性能,眾說紛紜,還未形成統一認識。本文系統的采用平衡吸附曲線來探討壓縮熱干燥機所能達到的露點性能,同時把平衡吸附曲線的使用方法推薦給相關從業人員。
1.壓縮熱的吸附劑
吸附劑是干燥機的核心。吸附式干燥機常用吸附劑有活性氧化鋁、4A分子篩和硅鋁膠(包括高性能硅鋁膠和防水硅鋁膠)。在壓縮熱干燥機上,國內使用活性氧化鋁較多,對防水硅鋁膠認識不足,只有少數廠家在使用;國外壓縮熱干燥機已普遍使用防水硅鋁膠。
活性氧化鋁較便宜,市場上容易購買。而防水硅鋁膠價格昂貴,生產廠家較少,但其性能更優異,再生溫度更低,動吸附量更大,是今后的發展趨勢。
壓縮熱干燥機采用了從無油壓縮機排出的中高溫的壓縮空氣來再生吸附劑。再生氣含濕量非常高,壓力露點常常可以達到60-70度,當進入吸附塔與處于冷態的吸附劑接觸時極有可能發生水蒸氣冷凝,產生液態水滴。因此,在選擇吸附劑時應采用具有抗液態水滴功能的活性氧化鋁或者防水硅鋁膠,規避由于氣態水冷凝造成吸附劑床層失效的風險,特別不建議壓縮熱中采用遇液態水滴會失效的分子篩。
國內市場上絕大部分壓縮熱都是采用的活性氧化鋁作為吸附劑,因此本文主要以活性氧化鋁為例進行闡述。
2.平衡吸附曲線及使用方法
2.1 什么是平衡吸附曲線
有熱吸附式干燥機設計過程中常常會使用到吸附劑的三個重要的曲線:等溫吸附曲線、穿透曲線和平衡吸附曲線。其中平衡吸附曲線(equilibrium relation)也稱為等量吸附曲線(isostere),是最為重要的一條曲線,尤其是對壓縮熱干燥機而言。
平衡吸附線把不同溫度和濕度條件下吸附量相同的點連接起來形成的曲線。每種不同的吸附劑都有自己獨有的平衡吸附曲線,圖1是一種典型活性氧化鋁的平衡吸附曲線。
圖1中橫坐標是吸附劑的工作溫度,可以是吸附溫度也可以是再生溫度。縱坐標是空氣的含濕量,采用壓力露點來表示(用露點最大好處是平衡吸附線是一條直線,使用起來非常方便)。
平衡吸附線的物理意義是吸附劑的狀態點移動到直線上方時發生吸附,移動到下方時發生脫附,沿直線移動時既不發生吸附也不發生脫附。
平衡吸附曲線建立了吸附溫度(吸附溫度與壓縮空氣進氣溫度、壓力和相對濕度直接相關)、成品氣露點、再生氣露點和再生氣溫度等多個變量之間的關系,可以幫助我們更深刻的理解吸干機是如何工作的。
2.2 用平衡吸附曲線預測壓力露點的方法
理解了平衡吸附曲線的意義,在已知再生條件下,我們就可以利用它來預測干燥機的露點性能,這種方法對于壓縮熱干燥機設計和運行是特別有用的。
在已知進氣壓力、溫度和無油空壓機相關參數的條件下,可以通過五步來預測成品氣壓力露點。
第一步,確定再生溫度。根據進入吸附塔的再生溫度值并在橫坐標上找到該點,通過該點向上劃一條垂直線(按圖2中步驟1);
第二步,確定再生氣的露點。這是一個關鍵的參數,可通過無油壓縮機廠家獲得,也可自行進行計算(按3.1節計算)。確定再生氣露點后,通過縱坐標上的該點劃一條水平線并于上一步的直線相交于一點(按圖2中步驟2);
第三步,劃平衡吸附線。沿上一步的交點劃一條與圖中最近的平衡吸附線的平行線(按圖2中步驟3),產生一條設計工況的平衡吸附線;
第四步,確定吸附溫度。吸附劑吸附水分時放熱,提升了床層吸附溫度,這個溫度可以通過進入吸附塔的壓縮空氣的溫度、壓力和相對濕度計算得到。詳細計算方法在第4節中介紹。確定吸附溫度后,在橫坐標上找到對應的吸附溫度點,向上劃一條垂直線與上一步的平衡吸附線相交(按圖2中步驟4);
第五步,確定成品氣露點。沿上一步的交點,向左劃一條水平線,與縱坐標相交(按圖2中步驟5),交點即為成品氣露點值。
除了預測露點外,我們也可以在已知露點要求的情況下,采用平衡吸附線來確定再生溫度。總之,只要知道三個變量就可以確定第四個變量,這個的意義在于可以定量的了解各個參數間的影響關系,更好的設計或者運行、維護干燥機。
3.無油壓縮機排氣狀態參數計算方法
3.1 環境因素對排氣露點的影響
為便于分析,對離心壓縮機和無油二級干式螺桿壓縮機做如下假設:第一,各級壓縮比相同;第二,各級間冷卻器出口壓縮空氣溫度比冷卻水溫度高10度,且氣水分離器的效率為100%。當然,從壓縮機制造商處獲得的參數更為準確,更有利于本文的分析。
基于以上假設,我們采用Vaisala Humidity Calculator(可以在維薩拉網站上下載)計算了冷卻水溫度為32度,排氣壓力為7barg,在不同環境條件下的空壓機出口壓力露點。
從圖3和圖4中可以看出,當環境溫度(假設為空壓機的吸氣口溫度)在35度以上及相對濕度60%以上時,環境因素對壓縮機排氣的露點基本上沒有影響。從空壓機的結構特點來看,只要環境濕度高到一定程度,排氣露點基本上只跟冷卻水溫的關系最大。
實際工況的空壓機排氣露點計算,需要知道空壓機的末級進氣溫度、末級吸氣和排氣壓力即可。
3.2 排氣溫度的計算
無論是離心壓縮機還是無油干式螺桿壓縮機,每一級壓縮均可看作絕熱壓縮過程。因此排氣溫度Td可用以下公式計算:
Td=(p2/p1)(k-1)/k·Tin
其中Tin為末級吸氣溫度,p2/p1為壓縮比,k為絕熱指數,對于空氣其值為1.4。
4.吸附溫度的計算
當含濕空氣進入吸附塔接觸吸附劑后,空氣中的水蒸氣逐漸被吸附。吸附是放熱的,放出的熱量被吸附劑和壓縮空氣吸收,因此吸附劑和空氣的溫度都被提高了,吸附溫度就是吸附劑和空氣的溫度。很顯然,吸附溫度比進氣溫度高。
如果把吸附塔作為一個絕熱系統,計算吸附溫度就變得比較容易。下圖是以活性氧化鋁為例(宏觀吸附熱700kcal/kgH2O),在進氣溫度38度@7barg及濕度100%的條件下,理論計算了干燥機出口溫度隨時間的變化曲線。從曲線來看,二十多分鐘后床層溫度就進入恒定狀態。由于有熱再生周期較長,這個穩定后的溫度即可視為吸附溫度。
吸附溫度與進氣溫度、壓力和相對濕度有關。一般而言,單位質量空氣中水分含量越多,吸附溫度越高。也就是說,進氣溫度越高,吸附溫度越高;進氣壓力越低,吸附溫度越高。下圖曲線是進氣相對濕度為100%時,不同進氣溫度和壓力的條件干燥機的吸附溫度。
理論上講,吸附溫度就是床層溫度,也是干燥機出口溫度。干燥機實際運行過程中的吸附溫度(出口溫度),與理論計算值吻合度很好。
5.典型壓縮熱流程
市場上常見的有兩種壓縮熱再生干燥機,一種是有氣耗的壓縮熱,這個流程出現的較早,來源于美國。還有一種是采用雙冷卻器的零氣耗壓縮熱,這種出現的比有氣耗壓縮熱晚一些,來源于歐洲。
應該說兩種壓縮熱都有非常長的歷史,流程上比較成熟,在中國市場上應用非常廣泛。本文主要討論這兩種壓縮熱的露點性能。由于中國是無油壓縮機最活躍的市場,也給了國內干燥機行業很多探索的機會,出現了很多更新的流程,本文限于篇幅,不做討論。
5.1 有氣耗壓縮熱流程
從壓縮機排出的中高溫的無油壓縮空氣進入吸附塔(與吸附方向相反),加熱吸附劑床層并脫附水分,再生氣離塔后形成基本飽和的再生尾氣。再生尾氣然后進入冷卻器冷卻后進入吸附塔吸附。加熱完成后,采用干燥機出口的少量成品氣減壓后將塔內吸附劑吹冷,吹冷尾氣排空。需要指出的是,吹冷氣在床層熱量的輔助下更進一步脫水再生,降低了吸附塔的殘留吸附量,也進一步提升了露點潛力,是一個非常重要的輔助再生過程。
5.2 雙冷卻器零氣耗壓縮熱流程
從壓縮機排出的中高溫的無油壓縮空氣進入吸附塔(與吸附方向相反),加熱吸附劑床層并脫附水分,再生氣離塔后形成基本飽和的再生尾氣。再生尾氣然后進入主冷卻器冷卻后進入吸附塔吸附。在加熱完成后,從壓縮機排出的中高溫的無油壓縮空氣直接進入主冷卻器冷卻,然后經氣液分離器后進入再生塔(與加熱方向相反,與吸附方向相同),將再生塔內吸附劑吹冷。吹冷尾氣經再生冷卻器后進入吸附塔吸附。需要指出的是,吹冷氣是100%相對濕度的壓縮空氣,進入吸附塔的時候發生吸附,離塔的時候形成干燥的壓縮空氣并在床層熱量的輔助下將離塔端的吸附劑更進一步脫水再生,這個過程增加了吸附塔切換到下一周期的水分負擔,但卻進一步脫附從而提升了露點潛力。
由于該流程中有兩個冷卻器,一個主冷卻器和一個再生冷卻器,因此該流程也稱為雙冷卻器零氣耗壓縮熱。
6.露點性能分析
圖3方法適用于吸附劑加熱脫附后自然冷卻到常溫的狀況。對于本文所探討的壓縮流程,由于吹冷也是重要的再生過程,結合多年實踐經驗,針對不同的流程對活性氧化鋁的等量吸附曲線進行了改良,增加了成品氣露點的縱坐標,見圖8和圖9。
如果進吸附塔溫度為40度,壓力為7barg,根據圖6可知吸附溫度為57度。對于離心機而言,可計算出排氣溫度約為115度,壓力露點為56度(按圖4)。
圖10和圖11采用改良的平衡吸附曲線,按圖中步驟1-5步,即可預測成品氣露點。對于有氣耗的壓縮熱,可實現壓力露點約為5度左右,而對于零氣耗壓縮熱實現壓力露點為15-20度左右。這個結果說明,來自于離心壓縮機的排氣含濕量大,溫度不夠高,吸附劑的脫附深度不夠,遠遠無法實現-20度或者-40度的壓力露點。
從平衡吸附曲線圖上來看,我們有兩個手段可以改善露點性能:采用低溫冷凍水降低吸附溫度或者用加熱器提高再生氣溫度。以提高再生氣溫度的辦法實現-20度為例,采用平衡吸附曲線確定最低再生溫度。仍然按照圖中1-5步可以確定最低再生溫度。對于有氣耗壓縮熱,實現-20度的壓力露點,再生氣溫度需提高到約160度,而零氣耗壓縮熱的再生溫度需要提高到約190度。
如果進吸附塔溫度為40度,壓力為7barg,根據圖6中可知吸附溫度為57度。對于無油干式螺桿機而言,可計算出排氣溫度約為165度,壓力露點為64度(按圖4)。
同樣采用改良的平衡吸附曲線,按圖中步驟1-5步,即可預測成品氣露點。對于有氣耗的壓縮熱,可實現壓力露點約為-20度左右,而對于零氣耗壓縮熱實現壓力露點為-10度左右。采用加熱器提高再生氣溫度或者適用冷凍水來降低吸附溫度也可以改善露點性能,本文不再詳細闡述。
為方便使用,歸納了吸附溫度不超過60度時再生溫度與壓力露點的關系曲線(前端壓縮機末級進氣溫度不超過40度,且無液態水)。無論壓縮熱干燥器是否采用加熱器提高再生溫度,都可以通過下圖來獲得對應的壓力露點。當然設計人員也可采用該圖來確定壓縮熱的最低再生溫度。
通過以上方法,我們詳細了解了如何根據工況和再生條件預測一臺壓縮熱干燥機的露點性能。干燥機要達到露點要求,除了各個參數要滿足吸附平衡曲線關系要求外,還有很多其它的必要條件,比如足夠的吸附劑填充量,足夠的再生熱量供給,合適的吹冷氣量。可以說缺少任何一個條件,即使再生溫度足夠高也無法實現期望的露點性能。
另外,壓縮熱干燥機運行過程中要特別注意兩點。第一,空壓機的級間冷卻器非常緊湊,易結垢,造成空壓機末級有時可達50度以上,此時排氣露點大幅上升到65-75度,干燥機再生嚴重惡化,露點性能大幅下降。干燥機的設計中很難考慮這種情況,因此,建議空壓機末級的進氣溫度不要超過42度,超過后應及時清洗冷卻器。第二,冷卻水的溫度應盡量低。冷卻水溫度是影響干燥機性能的又一個重要因素。降低冷卻水溫度,降低了空壓機排氣的濕度,改善了再生氣的品質,有利于吸附劑的再生。同時,冷卻水溫度的降低,使得干燥機的水分負荷也降低了。雙重影響,性能上雙倍改善。
7.寫在最后
本文雖以活性氧化鋁作為吸附劑舉例,但更適合壓縮熱干燥機吸附劑的是性能優異的防水硅鋁膠。關于防水硅鋁膠的性能,在作者參與起草的即將發布的團體標準《一般用壓縮空氣干燥器選型指南》中有提及。
另外,市場上還有一些其它的壓縮熱流程,比如干氣等壓輔助加熱壓縮熱流程和鼓風輔助加熱壓縮熱流程等。針對這些流程,今后將另行詳細分析。
來源:本站原創






網友評論
條評論
最新評論