

【壓縮機(jī)網(wǎng)】工程公司總包的某個(gè)LNG項(xiàng)目,面臨著工期緊,任務(wù)重等困難。在以往的LNG等工程中工程公司一般采用進(jìn)口BOG壓縮機(jī)。但隨著國(guó)內(nèi)廠商逐步引進(jìn)國(guó)外先進(jìn)技術(shù),國(guó)產(chǎn)BOG壓縮機(jī)已經(jīng)逐步成熟,在這個(gè)大背景下,應(yīng)業(yè)主和工程公司要求采用國(guó)產(chǎn)BOG壓縮機(jī),這個(gè)決定對(duì)于工程公司具有劃時(shí)代意義。
BOG壓縮機(jī)的特點(diǎn)特性:BOG 即Boil Off Gas,是指低溫液體,如LNG(-172℃)、低溫丙烷(-40~-42℃)、低溫乙烷(0~-2℃)等在儲(chǔ)罐內(nèi)吸收外界熱量后揮發(fā)而成的氣體。隨著儲(chǔ)罐內(nèi)揮發(fā)氣體的增多,儲(chǔ)罐內(nèi)壓力不斷上升,為維持儲(chǔ)罐壓力在允許的范圍內(nèi),一般需要把BOG壓縮再冷凝成液體或壓縮后輸出。BOG壓縮機(jī)就是用于氣體壓縮的壓縮機(jī)。一般BOG壓縮機(jī)采用無(wú)油潤(rùn)滑往復(fù)式壓縮機(jī),工作原理與普通的往復(fù)式壓縮機(jī)一樣。不同的是BOG壓縮機(jī)入口吸入的是低溫氣體,因此壓縮機(jī)的一級(jí)缸體、活塞等必須耐低溫,還要防止結(jié)冰。無(wú)油潤(rùn)滑一般采用迷宮密封或特制的活塞環(huán)來(lái)實(shí)現(xiàn)。
本壓縮機(jī)的技術(shù)參數(shù):
本壓縮機(jī)共3級(jí)壓縮:低溫工況 氮?dú)猓?8.016% 甲烷:16.7379% 甲烷:16.042% 一級(jí)壓縮機(jī)參數(shù) 進(jìn)口最大壓力 21KPa.G 進(jìn)口溫度:-157.9℃ 出口溫度:-31℃ 出口壓力:500KPa 流量:4600 kg/h。
一、質(zhì)量控制過(guò)程
質(zhì)量控制是在產(chǎn)品形成過(guò)程中各個(gè)環(huán)節(jié)采取積極有效的作業(yè)活動(dòng),其目的在于監(jiān)控整個(gè)生產(chǎn)過(guò)程,排除質(zhì)量環(huán)節(jié)中各個(gè)階段不合格的因素,從而取得良好經(jīng)濟(jì)效益。質(zhì)量控制體系體現(xiàn)了“預(yù)防為主”的思想,注重對(duì)產(chǎn)品質(zhì)量產(chǎn)生、形成和實(shí)現(xiàn)的全過(guò)程進(jìn)行控制,而不是僅僅剔除不合格品。此項(xiàng)目在項(xiàng)目組的領(lǐng)導(dǎo)下各專業(yè)團(tuán)隊(duì)通力合作對(duì)BOG壓縮機(jī)從采購(gòu)、設(shè)計(jì)、監(jiān)造、出廠檢驗(yàn)等各個(gè)方面進(jìn)行卓有成效的質(zhì)量控制,從而有力的保證了BOG壓縮機(jī)質(zhì)量。
● 采購(gòu)控制
● 設(shè)計(jì)控制
● 低溫材料控制
● 編制BOG壓縮機(jī)檢驗(yàn)試驗(yàn)計(jì)劃
● 派監(jiān)造工程師到廠商處現(xiàn)場(chǎng)監(jiān)造
● 外購(gòu)件質(zhì)量控制
● 機(jī)械零件的可追溯性
● 無(wú)損探傷
二、BOG壓縮機(jī)全面質(zhì)量控制過(guò)程
1.BOG壓縮機(jī)的采購(gòu)控制
好的開始是成功的一半,對(duì)于壓縮機(jī)的全面質(zhì)量控制確認(rèn)非常重要,其中短名單的確認(rèn)是最為關(guān)鍵的一個(gè)環(huán)節(jié)。工程公司采購(gòu)部經(jīng)過(guò)市場(chǎng)調(diào)查和對(duì)國(guó)內(nèi)廠商的反復(fù)篩選。篩選首要條件之一,首先有成功使用此類設(shè)備的經(jīng)驗(yàn)和良好的業(yè)績(jī)。并且在類似工況、類似操作條件下,該設(shè)備至少曾連續(xù)操作三年,并且無(wú)主要部件損毀。經(jīng)過(guò)反復(fù)篩選最終有四家公司入圍,在招標(biāo)之前對(duì)項(xiàng)目組組織工程技術(shù)專家進(jìn)行市場(chǎng)調(diào)研,對(duì)四家入圍的廠商工廠進(jìn)行實(shí)地考察,并對(duì)廠商所產(chǎn)壓縮機(jī)工作場(chǎng)地進(jìn)行實(shí)地考察,并寫出考察報(bào)告。經(jīng)過(guò)嚴(yán)格招投標(biāo)程序,并經(jīng)過(guò)技術(shù)、商務(wù)評(píng)分,最終選擇分?jǐn)?shù)最高的廠商中標(biāo)。
2.BOG壓縮機(jī)全面控制的難點(diǎn)和重點(diǎn):低溫材料
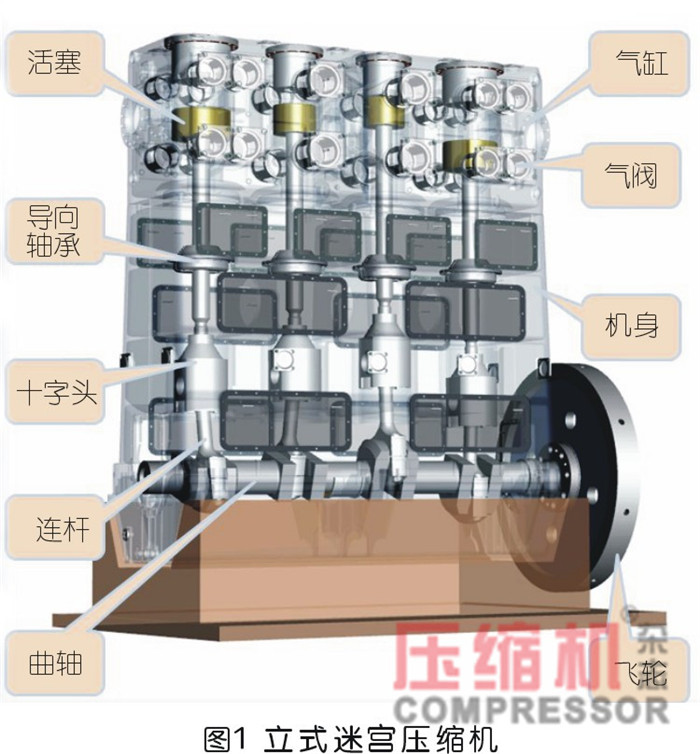
上述技術(shù)條件述及此壓縮機(jī)為立式迷宮壓縮機(jī),一級(jí)壓縮進(jìn)口最低溫度:-157.9℃。如何選取材料并且最終控制BOG壓縮機(jī)質(zhì)量,是控制壓縮機(jī)質(zhì)量的重點(diǎn)和難點(diǎn)。
根據(jù)國(guó)家標(biāo)準(zhǔn),球墨鑄鐵QT400,最低溫度-20℃左右,已經(jīng)不能滿足此類壓縮機(jī)的一級(jí)氣缸工況要求。廠商據(jù)自己多年的工作經(jīng)驗(yàn),研制開發(fā)出YDQ-196低溫鑄鐵作為一級(jí)氣缸的低溫材料(氣缸、活塞、氣缸蓋等)。項(xiàng)目組為保證質(zhì)量,要求廠商對(duì)此材料一定要做低溫條件的機(jī)械性能、化學(xué)成分以及低溫沖擊試驗(yàn),試驗(yàn)的部門必須是國(guó)家權(quán)威部門的鑒定機(jī)構(gòu)。廠商在項(xiàng)目組的要求下,將試驗(yàn)件送到國(guó)家鋼鐵材料測(cè)試中心,對(duì)低溫缸體進(jìn)行了-196℃V型缺口沖擊試驗(yàn),三件試樣平均值≥20J,單件試樣≥15J的材料低溫試驗(yàn),含機(jī)械性能、低溫沖擊性能試驗(yàn)等,其基本數(shù)據(jù)均滿足要求。經(jīng)項(xiàng)目組設(shè)計(jì)部門認(rèn)定:合格。這樣成功的解決了BOG壓縮機(jī)一級(jí)氣缸材料的難點(diǎn)和重點(diǎn)。
3.檢驗(yàn)試驗(yàn)計(jì)劃的編制
檢驗(yàn)試驗(yàn)計(jì)劃是對(duì)檢驗(yàn)活動(dòng)及其所需資源做出整體安排。檢驗(yàn)試驗(yàn)計(jì)劃是規(guī)范和指導(dǎo)檢驗(yàn)工作,這在工程公司已經(jīng)得到普遍的應(yīng)用并取得良好效果。檢驗(yàn)試驗(yàn)計(jì)劃是對(duì)產(chǎn)品從原材料進(jìn)廠到產(chǎn)品出廠的整個(gè)生產(chǎn)流程中的所有檢驗(yàn)工作做出周密安排。它使檢驗(yàn)工作更加規(guī)范化、科學(xué)化和標(biāo)準(zhǔn)化。
檢驗(yàn)試驗(yàn)計(jì)劃的編制基礎(chǔ)是根據(jù)廠商生產(chǎn)工藝規(guī)程、技術(shù)條件、生產(chǎn)條件以及雙方簽訂的技術(shù)協(xié)議。檢驗(yàn)試驗(yàn)計(jì)劃規(guī)定了檢驗(yàn)要素、檢驗(yàn)標(biāo)準(zhǔn)等。規(guī)定了使用量器具、各種實(shí)驗(yàn)內(nèi)容和試驗(yàn)要求。
BOG壓縮機(jī)檢驗(yàn)試驗(yàn)計(jì)劃的零部件有:機(jī)身、氣缸、連桿、活塞等。特別規(guī)定了一級(jí)氣缸、一級(jí)氣缸蓋、一級(jí)氣缸、活塞、二級(jí)氣缸、三級(jí)氣缸等重要零部件的檢驗(yàn)要求。使駐廠監(jiān)造工程師和項(xiàng)目組質(zhì)量工程師根據(jù)此檢驗(yàn)試驗(yàn)計(jì)劃能夠有效的對(duì)壓縮機(jī)生產(chǎn)過(guò)程進(jìn)行監(jiān)控。
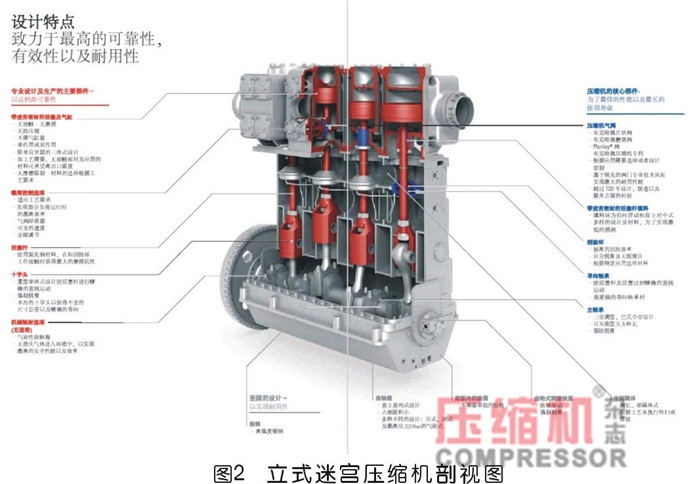
4.設(shè)計(jì)控制:本BOG壓縮機(jī)經(jīng)選擇和研究用后最終采用:3K165MG-36/0.1-5型立式迷宮壓縮機(jī)
 4.1 本壓縮機(jī)技術(shù)特點(diǎn):
4.1.1 技術(shù)先進(jìn)性: 主要表現(xiàn)在以下幾方面:設(shè)計(jì)軟件、主要件結(jié)構(gòu)、選料、熱處理、專利技術(shù)、系統(tǒng)化設(shè)計(jì)
4.1.2 本壓縮機(jī)取得國(guó)外著名廠商的生產(chǎn)許可證資格,設(shè)計(jì)軟件均為國(guó)外廠商的的設(shè)計(jì)軟件;設(shè)計(jì)理念均為國(guó)外廠商的設(shè)計(jì)理念
4.2 本壓縮機(jī)采用無(wú)油潤(rùn)滑水冷閉式迷宮壓縮機(jī),三列三缸二級(jí)壓縮,氣缸為立式雙作用
4.2.1 壓縮機(jī)組采用撬裝式結(jié)構(gòu),主機(jī),潤(rùn)滑油系統(tǒng)及電機(jī)一個(gè)撬,水站一個(gè)撬,水站空冷器一個(gè)撬,每個(gè)撬塊整體供貨。
主機(jī)及附屬設(shè)備的底撬采用高強(qiáng)度H型鋼,整體焊接,并帶有靜電接地耳。氣體、負(fù)荷和充氮管路均在賣方場(chǎng)內(nèi)進(jìn)行安裝和預(yù)制。所有管線均提供可靠的支撐并采用高分子聚合材料管卡固定牢固。管線進(jìn)行水壓試驗(yàn)及射線探傷檢驗(yàn)。由于運(yùn)輸條件所限,部分管路和壓縮機(jī)零部件在運(yùn)輸過(guò)程中需要拆解,拆解的部分管路和壓縮機(jī)零部件由買方現(xiàn)場(chǎng)進(jìn)行現(xiàn)場(chǎng)安裝,賣方負(fù)責(zé)現(xiàn)場(chǎng)指導(dǎo)。
4.2.2 機(jī)組應(yīng)在壓縮機(jī)數(shù)據(jù)表所規(guī)定的全部工況下能有效地安全可靠地連續(xù)運(yùn)行操作。
4.2.3 氣缸和曲軸箱連接由定位稍定位,保證檢修及保養(yǎng)精確對(duì)中。
4.2.4 壓縮機(jī)曲軸轉(zhuǎn)數(shù)為590rpm,活塞的平均速度為3.25m/s
4.2.5 壓縮機(jī)的氣缸和活塞之間、活塞桿密封填料均采用非接觸式迷宮密封;填料泄露的氣體通過(guò)導(dǎo)管引回一級(jí)入口緩沖分離器。
4.2.6 壓縮機(jī)設(shè)手動(dòng)氣控卸荷器及固定余隙做氣量調(diào)節(jié):設(shè)0,25%,50%。,75%,100%五檔。卸荷器在所有氣缸上的進(jìn)氣閥上裝備。卸荷器為指示,給氣卸荷,手動(dòng)卸荷開關(guān)安裝于就地盤上。同時(shí),通過(guò)控制室給電磁的開關(guān)信號(hào),實(shí)現(xiàn)遠(yuǎn)程控制調(diào)節(jié)負(fù)荷的能力。
4.2.7 壓縮機(jī)設(shè)置未回調(diào)節(jié)閥,用于啟停機(jī)。
4.2.8 壓縮機(jī)活塞桿和十字接頭采用契形連接。為減少海塞桿運(yùn)動(dòng)時(shí)的擺動(dòng)量,活塞桿導(dǎo)向軸承作定位導(dǎo)向,保證活塞桿運(yùn)行時(shí)精確對(duì)中。導(dǎo)向軸承上方設(shè)有刮油環(huán)。導(dǎo)軸承做定位導(dǎo)向,保證活塞桿往復(fù)運(yùn)行時(shí)精確對(duì)中。導(dǎo)向軸承上方設(shè)有刮油環(huán)。
4.2.9 曲軸軸身端軸封采用雙端面機(jī)械密封,保證機(jī)組為全封閉。
4.2.10 曲軸、連桿、活塞桿采用鍛鋼制造。
4.2.11 壓縮機(jī)十字頭本體采用鍛鋼制造。
4.3 選用材料(見(jiàn)表1):
4.1 本壓縮機(jī)技術(shù)特點(diǎn):
4.1.1 技術(shù)先進(jìn)性: 主要表現(xiàn)在以下幾方面:設(shè)計(jì)軟件、主要件結(jié)構(gòu)、選料、熱處理、專利技術(shù)、系統(tǒng)化設(shè)計(jì)
4.1.2 本壓縮機(jī)取得國(guó)外著名廠商的生產(chǎn)許可證資格,設(shè)計(jì)軟件均為國(guó)外廠商的的設(shè)計(jì)軟件;設(shè)計(jì)理念均為國(guó)外廠商的設(shè)計(jì)理念
4.2 本壓縮機(jī)采用無(wú)油潤(rùn)滑水冷閉式迷宮壓縮機(jī),三列三缸二級(jí)壓縮,氣缸為立式雙作用
4.2.1 壓縮機(jī)組采用撬裝式結(jié)構(gòu),主機(jī),潤(rùn)滑油系統(tǒng)及電機(jī)一個(gè)撬,水站一個(gè)撬,水站空冷器一個(gè)撬,每個(gè)撬塊整體供貨。
主機(jī)及附屬設(shè)備的底撬采用高強(qiáng)度H型鋼,整體焊接,并帶有靜電接地耳。氣體、負(fù)荷和充氮管路均在賣方場(chǎng)內(nèi)進(jìn)行安裝和預(yù)制。所有管線均提供可靠的支撐并采用高分子聚合材料管卡固定牢固。管線進(jìn)行水壓試驗(yàn)及射線探傷檢驗(yàn)。由于運(yùn)輸條件所限,部分管路和壓縮機(jī)零部件在運(yùn)輸過(guò)程中需要拆解,拆解的部分管路和壓縮機(jī)零部件由買方現(xiàn)場(chǎng)進(jìn)行現(xiàn)場(chǎng)安裝,賣方負(fù)責(zé)現(xiàn)場(chǎng)指導(dǎo)。
4.2.2 機(jī)組應(yīng)在壓縮機(jī)數(shù)據(jù)表所規(guī)定的全部工況下能有效地安全可靠地連續(xù)運(yùn)行操作。
4.2.3 氣缸和曲軸箱連接由定位稍定位,保證檢修及保養(yǎng)精確對(duì)中。
4.2.4 壓縮機(jī)曲軸轉(zhuǎn)數(shù)為590rpm,活塞的平均速度為3.25m/s
4.2.5 壓縮機(jī)的氣缸和活塞之間、活塞桿密封填料均采用非接觸式迷宮密封;填料泄露的氣體通過(guò)導(dǎo)管引回一級(jí)入口緩沖分離器。
4.2.6 壓縮機(jī)設(shè)手動(dòng)氣控卸荷器及固定余隙做氣量調(diào)節(jié):設(shè)0,25%,50%。,75%,100%五檔。卸荷器在所有氣缸上的進(jìn)氣閥上裝備。卸荷器為指示,給氣卸荷,手動(dòng)卸荷開關(guān)安裝于就地盤上。同時(shí),通過(guò)控制室給電磁的開關(guān)信號(hào),實(shí)現(xiàn)遠(yuǎn)程控制調(diào)節(jié)負(fù)荷的能力。
4.2.7 壓縮機(jī)設(shè)置未回調(diào)節(jié)閥,用于啟停機(jī)。
4.2.8 壓縮機(jī)活塞桿和十字接頭采用契形連接。為減少海塞桿運(yùn)動(dòng)時(shí)的擺動(dòng)量,活塞桿導(dǎo)向軸承作定位導(dǎo)向,保證活塞桿運(yùn)行時(shí)精確對(duì)中。導(dǎo)向軸承上方設(shè)有刮油環(huán)。導(dǎo)軸承做定位導(dǎo)向,保證活塞桿往復(fù)運(yùn)行時(shí)精確對(duì)中。導(dǎo)向軸承上方設(shè)有刮油環(huán)。
4.2.9 曲軸軸身端軸封采用雙端面機(jī)械密封,保證機(jī)組為全封閉。
4.2.10 曲軸、連桿、活塞桿采用鍛鋼制造。
4.2.11 壓縮機(jī)十字頭本體采用鍛鋼制造。
4.3 選用材料(見(jiàn)表1):
 4.4 設(shè)計(jì)過(guò)程控制
壓縮機(jī)系統(tǒng)設(shè)計(jì)是整個(gè)壓縮機(jī)系統(tǒng)質(zhì)量保證的前提和基礎(chǔ),BOG壓縮機(jī)的輔機(jī)有:油站、水站、電機(jī)、緩沖器等。各個(gè)分系統(tǒng)和整個(gè)系統(tǒng)的設(shè)計(jì)澄清是很重要的。在和廠商簽訂完合同后,項(xiàng)目部要求廠商做出初步設(shè)計(jì)。從廠商的初步設(shè)計(jì)到最終設(shè)計(jì)完成,來(lái)往的設(shè)計(jì)澄清文件共有23版,足見(jiàn)BOG壓縮機(jī)系統(tǒng)的復(fù)雜性。
在壓縮機(jī)設(shè)計(jì)過(guò)程中發(fā)現(xiàn),當(dāng)活塞材質(zhì)整體采用YDQ-196時(shí),活塞重量較重,并已接近該機(jī)型允許使用的最大往復(fù)慣性力,會(huì)對(duì)活塞運(yùn)行時(shí)的穩(wěn)定性及機(jī)組運(yùn)行產(chǎn)生不良影響,故改變材質(zhì)。
具體方案將活塞設(shè)計(jì)為分體結(jié)構(gòu),由活塞外套+活塞上、下蓋組成,活塞外套仍采用技術(shù)協(xié)議中的YDQ-196材質(zhì),保證活塞和氣缸的間隙在低溫工況下變化最小;而為了減輕活塞的整體重量,故將活塞上下蓋的材質(zhì)變更為鍛鋁2A12,此材料的強(qiáng)度及耐低溫完全可滿足本機(jī)工況使用,并且在其它項(xiàng)目的低溫迷宮機(jī)上廠方有成熟的使用經(jīng)驗(yàn),活塞使用性能良好,機(jī)組運(yùn)行穩(wěn)定。
針對(duì)這種情況項(xiàng)目部向廠商提出質(zhì)疑和澄清:
1.活塞重量較重,并已接近該機(jī)型允許使用的最大往復(fù)慣性力,會(huì)對(duì)活塞運(yùn)行時(shí)的穩(wěn)定性及機(jī)組運(yùn)行產(chǎn)生不良影響。
工程公司項(xiàng)目部提出:兩種材質(zhì)的活塞重量差多少,使用不同材質(zhì)的活塞往復(fù)慣性力是多少?最大往復(fù)慣性力是多少?如采用YDQ-196可能會(huì)有哪些不良影響?遠(yuǎn)大對(duì)于換材質(zhì)這個(gè)問(wèn)題是如何分析的?請(qǐng)盡量詳細(xì)說(shuō)明。
廠方回復(fù):目前使用的是鋁制上下蓋和YDQ-196球鐵活塞套組合結(jié)構(gòu)方案,活塞重量83KG,機(jī)組往復(fù)慣性力將增加至97KN;接近本機(jī)型最大往復(fù)慣性力為110KN。由于立式迷宮壓縮機(jī)對(duì)活塞的穩(wěn)定性要求極為嚴(yán)格。如穩(wěn)定性差將導(dǎo)致活塞在往復(fù)運(yùn)動(dòng)中發(fā)生擺動(dòng)和氣缸發(fā)生碰撞或摩擦。由于其立式結(jié)構(gòu)并且整個(gè)運(yùn)動(dòng)部件中心位置較高,而固定點(diǎn)導(dǎo)向軸承位于活塞體下方,因此決定活塞運(yùn)行穩(wěn)定性的因素有以下幾點(diǎn):
1.1 活塞桿直徑、剛性;
1.2 支撐點(diǎn)(導(dǎo)向軸承)在整個(gè)往復(fù)運(yùn)動(dòng)構(gòu)件中的位置:
1.3 位于支撐點(diǎn)上方活塞運(yùn)動(dòng)零件的重量。
針對(duì)本機(jī)型活塞桿的直徑、材質(zhì),支撐點(diǎn)的位置都已經(jīng)進(jìn)行了最優(yōu)設(shè)計(jì),因此降低活塞體重量是增加穩(wěn)定性的最有效方案。廠方在研制迷宮壓縮機(jī)初期進(jìn)行相關(guān)測(cè)試,當(dāng)活塞體重量降低,活塞擺動(dòng)量明顯降低,機(jī)組穩(wěn)定性更高。
對(duì)于低溫BOG壓縮機(jī)廠方有豐富的設(shè)計(jì)、使用經(jīng)驗(yàn),在活塞材質(zhì)選配方面主要考慮強(qiáng)度和耐低溫性能,由于BOG壓縮機(jī)壓力很低,鋁活塞的強(qiáng)度完全可以滿足,并且該材質(zhì)的耐低溫性能良好,最低-269℃工況,因此設(shè)計(jì)活塞結(jié)構(gòu)將活塞的上下蓋設(shè)計(jì)成鋁材完全可滿足本機(jī)工況使用。對(duì)于活塞材質(zhì),由于需保證低溫運(yùn)行工況的密封要求,活塞套和缸體的頸向間隙不應(yīng)有較大的變化量,故活塞套選用膨脹系數(shù)和缸體相同的YDQ材料,不能更改。
2.故該司將活塞設(shè)計(jì)為分體結(jié)構(gòu),由活塞外套+活塞上、下蓋組成,活塞外套仍采用技術(shù)協(xié)議中的YDQ-196。
工程公司項(xiàng)目部澄清內(nèi)容:除了更換活塞材質(zhì)這種方案,貴司是否還分析和比選過(guò)其它方案,例如,是否可以通過(guò)調(diào)整飛輪來(lái)平衡慣性力?建議貴司詳細(xì)分析一下,并選取出最優(yōu)方案。
廠方回復(fù):調(diào)整飛輪可以降低由往復(fù)慣性力產(chǎn)生的機(jī)組旋轉(zhuǎn)不均勻度,雖然也是增加機(jī)組運(yùn)行穩(wěn)定性的,但不能解決第一條中所講述的由活塞重量增大導(dǎo)致的活塞桿穩(wěn)定性下降問(wèn)題。
3.關(guān)于2A12
工程公司項(xiàng)目部澄清內(nèi)容:本文件中可不具體說(shuō)明,但貴司是否可以提供一下相關(guān)的使用經(jīng)驗(yàn)?那個(gè)項(xiàng)目的BOG壓縮機(jī)使用了該機(jī)型號(hào)?且活塞是鍛鋁,壓縮機(jī)的大致參數(shù)是多少?
廠方回復(fù):
3K-165MG-20.6/0.01-3.23-18.98/3.21-17.41低溫乙烯BOG壓縮機(jī)用于中原乙烯項(xiàng)目;
4K-165MG-51.5/1-18.5 低溫乙烯BOG壓縮機(jī)用于山東陽(yáng)煤恒通項(xiàng)目;
4K-300MG77/18 低溫乙烯BOG壓縮機(jī)用于惠生清潔能源項(xiàng)目。
4.4 設(shè)計(jì)過(guò)程控制
壓縮機(jī)系統(tǒng)設(shè)計(jì)是整個(gè)壓縮機(jī)系統(tǒng)質(zhì)量保證的前提和基礎(chǔ),BOG壓縮機(jī)的輔機(jī)有:油站、水站、電機(jī)、緩沖器等。各個(gè)分系統(tǒng)和整個(gè)系統(tǒng)的設(shè)計(jì)澄清是很重要的。在和廠商簽訂完合同后,項(xiàng)目部要求廠商做出初步設(shè)計(jì)。從廠商的初步設(shè)計(jì)到最終設(shè)計(jì)完成,來(lái)往的設(shè)計(jì)澄清文件共有23版,足見(jiàn)BOG壓縮機(jī)系統(tǒng)的復(fù)雜性。
在壓縮機(jī)設(shè)計(jì)過(guò)程中發(fā)現(xiàn),當(dāng)活塞材質(zhì)整體采用YDQ-196時(shí),活塞重量較重,并已接近該機(jī)型允許使用的最大往復(fù)慣性力,會(huì)對(duì)活塞運(yùn)行時(shí)的穩(wěn)定性及機(jī)組運(yùn)行產(chǎn)生不良影響,故改變材質(zhì)。
具體方案將活塞設(shè)計(jì)為分體結(jié)構(gòu),由活塞外套+活塞上、下蓋組成,活塞外套仍采用技術(shù)協(xié)議中的YDQ-196材質(zhì),保證活塞和氣缸的間隙在低溫工況下變化最小;而為了減輕活塞的整體重量,故將活塞上下蓋的材質(zhì)變更為鍛鋁2A12,此材料的強(qiáng)度及耐低溫完全可滿足本機(jī)工況使用,并且在其它項(xiàng)目的低溫迷宮機(jī)上廠方有成熟的使用經(jīng)驗(yàn),活塞使用性能良好,機(jī)組運(yùn)行穩(wěn)定。
針對(duì)這種情況項(xiàng)目部向廠商提出質(zhì)疑和澄清:
1.活塞重量較重,并已接近該機(jī)型允許使用的最大往復(fù)慣性力,會(huì)對(duì)活塞運(yùn)行時(shí)的穩(wěn)定性及機(jī)組運(yùn)行產(chǎn)生不良影響。
工程公司項(xiàng)目部提出:兩種材質(zhì)的活塞重量差多少,使用不同材質(zhì)的活塞往復(fù)慣性力是多少?最大往復(fù)慣性力是多少?如采用YDQ-196可能會(huì)有哪些不良影響?遠(yuǎn)大對(duì)于換材質(zhì)這個(gè)問(wèn)題是如何分析的?請(qǐng)盡量詳細(xì)說(shuō)明。
廠方回復(fù):目前使用的是鋁制上下蓋和YDQ-196球鐵活塞套組合結(jié)構(gòu)方案,活塞重量83KG,機(jī)組往復(fù)慣性力將增加至97KN;接近本機(jī)型最大往復(fù)慣性力為110KN。由于立式迷宮壓縮機(jī)對(duì)活塞的穩(wěn)定性要求極為嚴(yán)格。如穩(wěn)定性差將導(dǎo)致活塞在往復(fù)運(yùn)動(dòng)中發(fā)生擺動(dòng)和氣缸發(fā)生碰撞或摩擦。由于其立式結(jié)構(gòu)并且整個(gè)運(yùn)動(dòng)部件中心位置較高,而固定點(diǎn)導(dǎo)向軸承位于活塞體下方,因此決定活塞運(yùn)行穩(wěn)定性的因素有以下幾點(diǎn):
1.1 活塞桿直徑、剛性;
1.2 支撐點(diǎn)(導(dǎo)向軸承)在整個(gè)往復(fù)運(yùn)動(dòng)構(gòu)件中的位置:
1.3 位于支撐點(diǎn)上方活塞運(yùn)動(dòng)零件的重量。
針對(duì)本機(jī)型活塞桿的直徑、材質(zhì),支撐點(diǎn)的位置都已經(jīng)進(jìn)行了最優(yōu)設(shè)計(jì),因此降低活塞體重量是增加穩(wěn)定性的最有效方案。廠方在研制迷宮壓縮機(jī)初期進(jìn)行相關(guān)測(cè)試,當(dāng)活塞體重量降低,活塞擺動(dòng)量明顯降低,機(jī)組穩(wěn)定性更高。
對(duì)于低溫BOG壓縮機(jī)廠方有豐富的設(shè)計(jì)、使用經(jīng)驗(yàn),在活塞材質(zhì)選配方面主要考慮強(qiáng)度和耐低溫性能,由于BOG壓縮機(jī)壓力很低,鋁活塞的強(qiáng)度完全可以滿足,并且該材質(zhì)的耐低溫性能良好,最低-269℃工況,因此設(shè)計(jì)活塞結(jié)構(gòu)將活塞的上下蓋設(shè)計(jì)成鋁材完全可滿足本機(jī)工況使用。對(duì)于活塞材質(zhì),由于需保證低溫運(yùn)行工況的密封要求,活塞套和缸體的頸向間隙不應(yīng)有較大的變化量,故活塞套選用膨脹系數(shù)和缸體相同的YDQ材料,不能更改。
2.故該司將活塞設(shè)計(jì)為分體結(jié)構(gòu),由活塞外套+活塞上、下蓋組成,活塞外套仍采用技術(shù)協(xié)議中的YDQ-196。
工程公司項(xiàng)目部澄清內(nèi)容:除了更換活塞材質(zhì)這種方案,貴司是否還分析和比選過(guò)其它方案,例如,是否可以通過(guò)調(diào)整飛輪來(lái)平衡慣性力?建議貴司詳細(xì)分析一下,并選取出最優(yōu)方案。
廠方回復(fù):調(diào)整飛輪可以降低由往復(fù)慣性力產(chǎn)生的機(jī)組旋轉(zhuǎn)不均勻度,雖然也是增加機(jī)組運(yùn)行穩(wěn)定性的,但不能解決第一條中所講述的由活塞重量增大導(dǎo)致的活塞桿穩(wěn)定性下降問(wèn)題。
3.關(guān)于2A12
工程公司項(xiàng)目部澄清內(nèi)容:本文件中可不具體說(shuō)明,但貴司是否可以提供一下相關(guān)的使用經(jīng)驗(yàn)?那個(gè)項(xiàng)目的BOG壓縮機(jī)使用了該機(jī)型號(hào)?且活塞是鍛鋁,壓縮機(jī)的大致參數(shù)是多少?
廠方回復(fù):
3K-165MG-20.6/0.01-3.23-18.98/3.21-17.41低溫乙烯BOG壓縮機(jī)用于中原乙烯項(xiàng)目;
4K-165MG-51.5/1-18.5 低溫乙烯BOG壓縮機(jī)用于山東陽(yáng)煤恒通項(xiàng)目;
4K-300MG77/18 低溫乙烯BOG壓縮機(jī)用于惠生清潔能源項(xiàng)目。
4.《特種設(shè)備安全技術(shù)規(guī)范》中指出,鍛鋁2A12屬于有色金屬材料,不會(huì)產(chǎn)生低溫脆性并可在低溫環(huán)境中保持較好的塑性和沖擊韌性。其低溫性能良好,最低-269度,可完全滿足使用要求。
工程項(xiàng)目部澄清內(nèi)容:除了低溫工況,貴司是否已對(duì)其它工況進(jìn)行了分析,例如本壓縮機(jī)的高溫工況等。另外,規(guī)范中僅涉及設(shè)計(jì)溫度范圍為-269℃~-200℃,但并沒(méi)有明確不做低溫沖擊試驗(yàn),因此項(xiàng)目認(rèn)為還得需要做低溫工況下的沖擊試驗(yàn)。
本壓縮機(jī)技術(shù)協(xié)議數(shù)據(jù)表中列出的工況均進(jìn)行考慮分析,鋁+YDQ的活塞結(jié)構(gòu)仍舊適用。
關(guān)于鋁材的特性:“鋁是面心立方晶格,沒(méi)有其它同素異構(gòu)體,低溫下不存在像鐵素體鋼那樣的脆性轉(zhuǎn)變” 摘自《化工壓力容器設(shè)計(jì)》化學(xué)工業(yè)出版社。
由此可見(jiàn)鋁在低溫工況下的應(yīng)用更加安全可靠,JB/T4734-2002《鋁制焊接容器》標(biāo)準(zhǔn)中規(guī)定2A12的最低使用溫度-269℃,但沒(méi)有要求對(duì)鋁材進(jìn)行低溫沖擊試驗(yàn),而且沒(méi)有標(biāo)準(zhǔn)數(shù)據(jù)來(lái)衡量鋁材低溫沖擊功數(shù)值是否合格。
綜上廠商活塞材料更改方案,后得到工程公司項(xiàng)目部同意。
5.外購(gòu)設(shè)備質(zhì)量控制
配套設(shè)備的質(zhì)量控制是BOG壓縮機(jī)質(zhì)量控制的重要組成部分,因?yàn)橥赓?gòu)設(shè)備產(chǎn)品控制不嚴(yán)格而造成的產(chǎn)品故障的事件比比皆是。所以要在源頭上嚴(yán)格控制配套廠商的名單是很重要的,一般是由業(yè)內(nèi)有良好聲譽(yù)的廠商和與工程公司有良好配合的廠商組成。為確保外購(gòu)件產(chǎn)品質(zhì)量,遵照ISO9000體系要求,對(duì)外購(gòu)件廠商實(shí)行嚴(yán)格的質(zhì)量體系審核,審核合格分包商才能準(zhǔn)許成為本壓縮機(jī)組的分供應(yīng)商。對(duì)于關(guān)鍵、重要外購(gòu)設(shè)備,嚴(yán)格實(shí)行現(xiàn)場(chǎng)質(zhì)量監(jiān)造和見(jiàn)證制度,盡量將質(zhì)量問(wèn)題暴露在制造廠內(nèi)。為壓縮機(jī)的穩(wěn)定運(yùn)行打下良好的基礎(chǔ),如電機(jī)、水站、油站。項(xiàng)目組都派出了高水平的技術(shù)人員和檢查人員到這些外購(gòu)設(shè)備廠家實(shí)施質(zhì)量監(jiān)造和現(xiàn)場(chǎng)見(jiàn)證。此外,還加強(qiáng)了外購(gòu)設(shè)備進(jìn)廠的驗(yàn)收工作。驗(yàn)收完全按照雙方簽訂的技術(shù)協(xié)議進(jìn)行,對(duì)于油站做了24小時(shí)機(jī)械運(yùn)轉(zhuǎn)和性能試驗(yàn)。在電機(jī)在驗(yàn)收時(shí),項(xiàng)目部派檢驗(yàn)專家到電機(jī)廠驗(yàn)收,按照檢驗(yàn)試驗(yàn)規(guī)定,分別作了電機(jī)性能試驗(yàn)、4小時(shí)機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)。螺桿泵的出廠驗(yàn)收也一樣。其它外購(gòu)件如:水站、緩沖器、工藝氣止回閥、液位開關(guān)等要求配套廠商出具合格證及試驗(yàn)報(bào)告。這樣外購(gòu)設(shè)備質(zhì)量基本得到有力的控制。
建立零件追溯制:為了防止在產(chǎn)品實(shí)現(xiàn)過(guò)程中混淆和誤用產(chǎn)品,更好的分析失效產(chǎn)品并采取糾正措施,并實(shí)現(xiàn)必要的產(chǎn)品(零件)追溯性。確保產(chǎn)品(零件)能追溯至其原始狀態(tài)。主要對(duì)零部件的屬性:如品名、規(guī)格、型號(hào)、來(lái)源、加工日期等進(jìn)行監(jiān)控.這樣可以有效的控制產(chǎn)品的質(zhì)量。
6.監(jiān)造工程師到廠商現(xiàn)場(chǎng)監(jiān)造
項(xiàng)目部派監(jiān)造師到工廠進(jìn)行設(shè)備監(jiān)造,對(duì)壓縮機(jī)整個(gè)生產(chǎn)過(guò)程進(jìn)行質(zhì)量、進(jìn)度監(jiān)控。由于此項(xiàng)目工期緊任務(wù)重,項(xiàng)目要求駐廠監(jiān)造工程師每日寫監(jiān)理報(bào)告,匯報(bào)進(jìn)度和質(zhì)量情況以便實(shí)施動(dòng)態(tài)管理和對(duì)壓縮機(jī)生產(chǎn)過(guò)程進(jìn)行監(jiān)控。
監(jiān)造工程師的監(jiān)造工作對(duì)于本項(xiàng)目的壓縮機(jī)生產(chǎn)進(jìn)度和產(chǎn)品質(zhì)量起著重要的作用。監(jiān)理工程師按照檢驗(yàn)試驗(yàn)計(jì)劃進(jìn)行監(jiān)造活動(dòng),主要內(nèi)容:對(duì)機(jī)身、曲軸、連桿、氣缸體、氣缸蓋、氣缸套、氣缸座、活塞體、活塞桿、十字頭體、十字頭銷等壓縮機(jī)零部件進(jìn)行化學(xué)成分分析、機(jī)械性能、外觀、尺寸等進(jìn)行監(jiān)造。對(duì)機(jī)身作煤油試漏(2小時(shí)內(nèi)應(yīng)有滲漏)、對(duì)氣缸體、氣缸蓋作水壓試驗(yàn)、試驗(yàn)壓力至少為設(shè)計(jì)壓力的1.5倍。上述部件的水腔試驗(yàn)壓力為0.8MPA。氣缸體、氣缸蓋進(jìn)行氮?dú)庠囼?yàn),試驗(yàn)壓力為設(shè)計(jì)壓力,持續(xù)30分鐘。對(duì)于無(wú)損探傷的零件有:氣缸體、連桿、機(jī)身、十字銷、活塞桿。
在監(jiān)造過(guò)程中發(fā)現(xiàn)以下問(wèn)題:
6.1 一級(jí)氣缸水壓水壓試驗(yàn)不合格。(共兩臺(tái))
分析原因:鑄造缺陷造成的。
處理措施:要求重新鑄造。
處理結(jié)果:重新鑄造的一級(jí)氣缸經(jīng)水壓試驗(yàn)、氣密性試驗(yàn)合格。第二個(gè)氣缸在鑄造完成后,經(jīng)檢查氣密性試驗(yàn)不合格。第三個(gè)氣缸在做完所有試驗(yàn)后,達(dá)到技術(shù)協(xié)議要求。此一級(jí)氣缸共做5個(gè),單其中三個(gè)由于鑄造缺陷等原因報(bào)廢。
缸體的水壓試驗(yàn)、氣密性試驗(yàn)對(duì)BOG壓縮機(jī)質(zhì)量控制是非常重要,故一定按照技術(shù)協(xié)議和檢驗(yàn)試驗(yàn)計(jì)劃去做。
6.2 二級(jí)汽缸表面存在嚴(yán)重鑄造缺陷,不符合AIP178要求。
處理措施:已令其重新鑄造。處理結(jié)果:鑄造合格。
6.3 機(jī)身煤油滲漏前涂油漆,導(dǎo)致煤油滲漏的靈敏性、可靠性受到影響,不符合AIP178 及工藝流程規(guī)定。
處理措施:要求廠方清除涂油漆,然后按工藝要求進(jìn)行煤油滲漏試驗(yàn)。
處理結(jié)果:按照要求整改后合格。
監(jiān)造工程師在整個(gè)生產(chǎn)過(guò)程中起到了良好的作用,基本上控制了設(shè)備的質(zhì)量。
 7.BOG壓縮機(jī)性能試驗(yàn)和機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)
BOG壓縮機(jī)出廠檢驗(yàn)是壓縮機(jī)設(shè)備全面質(zhì)量控制的最重要的組成部分。一般要做兩方面的試驗(yàn)。
7.BOG壓縮機(jī)性能試驗(yàn)和機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)
BOG壓縮機(jī)出廠檢驗(yàn)是壓縮機(jī)設(shè)備全面質(zhì)量控制的最重要的組成部分。一般要做兩方面的試驗(yàn)。
 7.1 機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)
機(jī)械運(yùn)轉(zhuǎn)試驗(yàn),本機(jī)空負(fù)荷機(jī)械運(yùn)轉(zhuǎn)試驗(yàn),應(yīng)在廠方試車臺(tái)架上運(yùn)行,采用車間常規(guī)試驗(yàn)系統(tǒng)。
7.2 試驗(yàn)程序:
本機(jī)在試車臺(tái)全部安裝找正完成,經(jīng)質(zhì)檢部門對(duì)各部位的裝配間隙及安裝精度進(jìn)行檢查驗(yàn)收后,才能進(jìn)行機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)。
7.2.1 BOG壓縮機(jī)機(jī)械運(yùn)轉(zhuǎn)前的準(zhǔn)備工作。
7.2.1.1 拆除氣缸上進(jìn)排氣閥。
7.2.1.2 檢查機(jī)身,氣缸內(nèi)是否清潔,將其中的污垢、雜質(zhì)徹底清除干凈。
7.2.1.3 檢查各連接部件,保證螺栓擰緊牢固并鎖緊。
7.2.1.4 檢查各測(cè)試儀表、儀器是否安置妥當(dāng),并調(diào)試無(wú)誤。
7.2.1.5 潤(rùn)滑油系統(tǒng)應(yīng)全部安裝完成。并符合有關(guān)規(guī)定和要求。
7.3 首臺(tái)機(jī)運(yùn)行試驗(yàn)時(shí)間不少于4小時(shí),后續(xù)機(jī)運(yùn)行試驗(yàn)時(shí)間不少于2小時(shí)。
實(shí)測(cè)噪音:79dB(A)。
實(shí)測(cè)機(jī)身主軸承溫度,69℃
實(shí)測(cè)活塞桿摩擦部位溫度,112℃
技術(shù)協(xié)議要求:
機(jī)身主軸承溫度≤75℃,
活塞桿摩擦部位溫度≤115℃;
機(jī)組噪音≤85dB(A)。
(備注: 由于沒(méi)有負(fù)荷,所有實(shí)測(cè)數(shù)據(jù)僅作參考,最終以現(xiàn)場(chǎng)帶負(fù)荷運(yùn)轉(zhuǎn)考核為準(zhǔn)。)
以上數(shù)據(jù)為在工廠測(cè)得數(shù)據(jù),經(jīng)審核試驗(yàn)數(shù)據(jù)合格。
7.4 機(jī)械運(yùn)轉(zhuǎn)完成后,進(jìn)行解體,并對(duì)下列零部件摩擦面的磨損情況下進(jìn)行檢查,其摩擦配合表面質(zhì)量良好,無(wú)劃痕、擦傷、燒傷等現(xiàn)象。
最終確認(rèn):BOG壓縮機(jī)滿足技術(shù)協(xié)議要求。
結(jié)論
BOG壓縮機(jī)是LNG項(xiàng)目中最為重要和關(guān)鍵的設(shè)備。項(xiàng)目組質(zhì)量部努力從各方面控制BOG壓縮機(jī)系統(tǒng)的質(zhì)量,是保證本壓縮機(jī)能夠成功的重要前提。特別是國(guó)際形勢(shì)越來(lái)越復(fù)雜,大力發(fā)展國(guó)產(chǎn)化是非常有意義的。此BOG壓縮機(jī)系統(tǒng)在經(jīng)過(guò)安裝、調(diào)試后運(yùn)行正常。它的成功為今后復(fù)雜設(shè)備的質(zhì)量控制提供了寶貴的經(jīng)驗(yàn)。
7.1 機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)
機(jī)械運(yùn)轉(zhuǎn)試驗(yàn),本機(jī)空負(fù)荷機(jī)械運(yùn)轉(zhuǎn)試驗(yàn),應(yīng)在廠方試車臺(tái)架上運(yùn)行,采用車間常規(guī)試驗(yàn)系統(tǒng)。
7.2 試驗(yàn)程序:
本機(jī)在試車臺(tái)全部安裝找正完成,經(jīng)質(zhì)檢部門對(duì)各部位的裝配間隙及安裝精度進(jìn)行檢查驗(yàn)收后,才能進(jìn)行機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)。
7.2.1 BOG壓縮機(jī)機(jī)械運(yùn)轉(zhuǎn)前的準(zhǔn)備工作。
7.2.1.1 拆除氣缸上進(jìn)排氣閥。
7.2.1.2 檢查機(jī)身,氣缸內(nèi)是否清潔,將其中的污垢、雜質(zhì)徹底清除干凈。
7.2.1.3 檢查各連接部件,保證螺栓擰緊牢固并鎖緊。
7.2.1.4 檢查各測(cè)試儀表、儀器是否安置妥當(dāng),并調(diào)試無(wú)誤。
7.2.1.5 潤(rùn)滑油系統(tǒng)應(yīng)全部安裝完成。并符合有關(guān)規(guī)定和要求。
7.3 首臺(tái)機(jī)運(yùn)行試驗(yàn)時(shí)間不少于4小時(shí),后續(xù)機(jī)運(yùn)行試驗(yàn)時(shí)間不少于2小時(shí)。
實(shí)測(cè)噪音:79dB(A)。
實(shí)測(cè)機(jī)身主軸承溫度,69℃
實(shí)測(cè)活塞桿摩擦部位溫度,112℃
技術(shù)協(xié)議要求:
機(jī)身主軸承溫度≤75℃,
活塞桿摩擦部位溫度≤115℃;
機(jī)組噪音≤85dB(A)。
(備注: 由于沒(méi)有負(fù)荷,所有實(shí)測(cè)數(shù)據(jù)僅作參考,最終以現(xiàn)場(chǎng)帶負(fù)荷運(yùn)轉(zhuǎn)考核為準(zhǔn)。)
以上數(shù)據(jù)為在工廠測(cè)得數(shù)據(jù),經(jīng)審核試驗(yàn)數(shù)據(jù)合格。
7.4 機(jī)械運(yùn)轉(zhuǎn)完成后,進(jìn)行解體,并對(duì)下列零部件摩擦面的磨損情況下進(jìn)行檢查,其摩擦配合表面質(zhì)量良好,無(wú)劃痕、擦傷、燒傷等現(xiàn)象。
最終確認(rèn):BOG壓縮機(jī)滿足技術(shù)協(xié)議要求。
結(jié)論
BOG壓縮機(jī)是LNG項(xiàng)目中最為重要和關(guān)鍵的設(shè)備。項(xiàng)目組質(zhì)量部努力從各方面控制BOG壓縮機(jī)系統(tǒng)的質(zhì)量,是保證本壓縮機(jī)能夠成功的重要前提。特別是國(guó)際形勢(shì)越來(lái)越復(fù)雜,大力發(fā)展國(guó)產(chǎn)化是非常有意義的。此BOG壓縮機(jī)系統(tǒng)在經(jīng)過(guò)安裝、調(diào)試后運(yùn)行正常。它的成功為今后復(fù)雜設(shè)備的質(zhì)量控制提供了寶貴的經(jīng)驗(yàn)。
來(lái)源:本站原創(chuàng)
BOG壓縮機(jī)的特點(diǎn)特性:BOG 即Boil Off Gas,是指低溫液體,如LNG(-172℃)、低溫丙烷(-40~-42℃)、低溫乙烷(0~-2℃)等在儲(chǔ)罐內(nèi)吸收外界熱量后揮發(fā)而成的氣體。隨著儲(chǔ)罐內(nèi)揮發(fā)氣體的增多,儲(chǔ)罐內(nèi)壓力不斷上升,為維持儲(chǔ)罐壓力在允許的范圍內(nèi),一般需要把BOG壓縮再冷凝成液體或壓縮后輸出。BOG壓縮機(jī)就是用于氣體壓縮的壓縮機(jī)。一般BOG壓縮機(jī)采用無(wú)油潤(rùn)滑往復(fù)式壓縮機(jī),工作原理與普通的往復(fù)式壓縮機(jī)一樣。不同的是BOG壓縮機(jī)入口吸入的是低溫氣體,因此壓縮機(jī)的一級(jí)缸體、活塞等必須耐低溫,還要防止結(jié)冰。無(wú)油潤(rùn)滑一般采用迷宮密封或特制的活塞環(huán)來(lái)實(shí)現(xiàn)。
本壓縮機(jī)的技術(shù)參數(shù):
本壓縮機(jī)共3級(jí)壓縮:低溫工況 氮?dú)猓?8.016% 甲烷:16.7379% 甲烷:16.042% 一級(jí)壓縮機(jī)參數(shù) 進(jìn)口最大壓力 21KPa.G 進(jìn)口溫度:-157.9℃ 出口溫度:-31℃ 出口壓力:500KPa 流量:4600 kg/h。
一、質(zhì)量控制過(guò)程
質(zhì)量控制是在產(chǎn)品形成過(guò)程中各個(gè)環(huán)節(jié)采取積極有效的作業(yè)活動(dòng),其目的在于監(jiān)控整個(gè)生產(chǎn)過(guò)程,排除質(zhì)量環(huán)節(jié)中各個(gè)階段不合格的因素,從而取得良好經(jīng)濟(jì)效益。質(zhì)量控制體系體現(xiàn)了“預(yù)防為主”的思想,注重對(duì)產(chǎn)品質(zhì)量產(chǎn)生、形成和實(shí)現(xiàn)的全過(guò)程進(jìn)行控制,而不是僅僅剔除不合格品。此項(xiàng)目在項(xiàng)目組的領(lǐng)導(dǎo)下各專業(yè)團(tuán)隊(duì)通力合作對(duì)BOG壓縮機(jī)從采購(gòu)、設(shè)計(jì)、監(jiān)造、出廠檢驗(yàn)等各個(gè)方面進(jìn)行卓有成效的質(zhì)量控制,從而有力的保證了BOG壓縮機(jī)質(zhì)量。
● 采購(gòu)控制
● 設(shè)計(jì)控制
● 低溫材料控制
● 編制BOG壓縮機(jī)檢驗(yàn)試驗(yàn)計(jì)劃
● 派監(jiān)造工程師到廠商處現(xiàn)場(chǎng)監(jiān)造
● 外購(gòu)件質(zhì)量控制
● 機(jī)械零件的可追溯性
● 無(wú)損探傷
二、BOG壓縮機(jī)全面質(zhì)量控制過(guò)程
1.BOG壓縮機(jī)的采購(gòu)控制
好的開始是成功的一半,對(duì)于壓縮機(jī)的全面質(zhì)量控制確認(rèn)非常重要,其中短名單的確認(rèn)是最為關(guān)鍵的一個(gè)環(huán)節(jié)。工程公司采購(gòu)部經(jīng)過(guò)市場(chǎng)調(diào)查和對(duì)國(guó)內(nèi)廠商的反復(fù)篩選。篩選首要條件之一,首先有成功使用此類設(shè)備的經(jīng)驗(yàn)和良好的業(yè)績(jī)。并且在類似工況、類似操作條件下,該設(shè)備至少曾連續(xù)操作三年,并且無(wú)主要部件損毀。經(jīng)過(guò)反復(fù)篩選最終有四家公司入圍,在招標(biāo)之前對(duì)項(xiàng)目組組織工程技術(shù)專家進(jìn)行市場(chǎng)調(diào)研,對(duì)四家入圍的廠商工廠進(jìn)行實(shí)地考察,并對(duì)廠商所產(chǎn)壓縮機(jī)工作場(chǎng)地進(jìn)行實(shí)地考察,并寫出考察報(bào)告。經(jīng)過(guò)嚴(yán)格招投標(biāo)程序,并經(jīng)過(guò)技術(shù)、商務(wù)評(píng)分,最終選擇分?jǐn)?shù)最高的廠商中標(biāo)。
2.BOG壓縮機(jī)全面控制的難點(diǎn)和重點(diǎn):低溫材料
上述技術(shù)條件述及此壓縮機(jī)為立式迷宮壓縮機(jī),一級(jí)壓縮進(jìn)口最低溫度:-157.9℃。如何選取材料并且最終控制BOG壓縮機(jī)質(zhì)量,是控制壓縮機(jī)質(zhì)量的重點(diǎn)和難點(diǎn)。
根據(jù)國(guó)家標(biāo)準(zhǔn),球墨鑄鐵QT400,最低溫度-20℃左右,已經(jīng)不能滿足此類壓縮機(jī)的一級(jí)氣缸工況要求。廠商據(jù)自己多年的工作經(jīng)驗(yàn),研制開發(fā)出YDQ-196低溫鑄鐵作為一級(jí)氣缸的低溫材料(氣缸、活塞、氣缸蓋等)。項(xiàng)目組為保證質(zhì)量,要求廠商對(duì)此材料一定要做低溫條件的機(jī)械性能、化學(xué)成分以及低溫沖擊試驗(yàn),試驗(yàn)的部門必須是國(guó)家權(quán)威部門的鑒定機(jī)構(gòu)。廠商在項(xiàng)目組的要求下,將試驗(yàn)件送到國(guó)家鋼鐵材料測(cè)試中心,對(duì)低溫缸體進(jìn)行了-196℃V型缺口沖擊試驗(yàn),三件試樣平均值≥20J,單件試樣≥15J的材料低溫試驗(yàn),含機(jī)械性能、低溫沖擊性能試驗(yàn)等,其基本數(shù)據(jù)均滿足要求。經(jīng)項(xiàng)目組設(shè)計(jì)部門認(rèn)定:合格。這樣成功的解決了BOG壓縮機(jī)一級(jí)氣缸材料的難點(diǎn)和重點(diǎn)。
3.檢驗(yàn)試驗(yàn)計(jì)劃的編制
檢驗(yàn)試驗(yàn)計(jì)劃是對(duì)檢驗(yàn)活動(dòng)及其所需資源做出整體安排。檢驗(yàn)試驗(yàn)計(jì)劃是規(guī)范和指導(dǎo)檢驗(yàn)工作,這在工程公司已經(jīng)得到普遍的應(yīng)用并取得良好效果。檢驗(yàn)試驗(yàn)計(jì)劃是對(duì)產(chǎn)品從原材料進(jìn)廠到產(chǎn)品出廠的整個(gè)生產(chǎn)流程中的所有檢驗(yàn)工作做出周密安排。它使檢驗(yàn)工作更加規(guī)范化、科學(xué)化和標(biāo)準(zhǔn)化。
檢驗(yàn)試驗(yàn)計(jì)劃的編制基礎(chǔ)是根據(jù)廠商生產(chǎn)工藝規(guī)程、技術(shù)條件、生產(chǎn)條件以及雙方簽訂的技術(shù)協(xié)議。檢驗(yàn)試驗(yàn)計(jì)劃規(guī)定了檢驗(yàn)要素、檢驗(yàn)標(biāo)準(zhǔn)等。規(guī)定了使用量器具、各種實(shí)驗(yàn)內(nèi)容和試驗(yàn)要求。
BOG壓縮機(jī)檢驗(yàn)試驗(yàn)計(jì)劃的零部件有:機(jī)身、氣缸、連桿、活塞等。特別規(guī)定了一級(jí)氣缸、一級(jí)氣缸蓋、一級(jí)氣缸、活塞、二級(jí)氣缸、三級(jí)氣缸等重要零部件的檢驗(yàn)要求。使駐廠監(jiān)造工程師和項(xiàng)目組質(zhì)量工程師根據(jù)此檢驗(yàn)試驗(yàn)計(jì)劃能夠有效的對(duì)壓縮機(jī)生產(chǎn)過(guò)程進(jìn)行監(jiān)控。
4.設(shè)計(jì)控制:本BOG壓縮機(jī)經(jīng)選擇和研究用后最終采用:3K165MG-36/0.1-5型立式迷宮壓縮機(jī)

4.1 本壓縮機(jī)技術(shù)特點(diǎn):
4.1.1 技術(shù)先進(jìn)性: 主要表現(xiàn)在以下幾方面:設(shè)計(jì)軟件、主要件結(jié)構(gòu)、選料、熱處理、專利技術(shù)、系統(tǒng)化設(shè)計(jì)
4.1.2 本壓縮機(jī)取得國(guó)外著名廠商的生產(chǎn)許可證資格,設(shè)計(jì)軟件均為國(guó)外廠商的的設(shè)計(jì)軟件;設(shè)計(jì)理念均為國(guó)外廠商的設(shè)計(jì)理念
4.2 本壓縮機(jī)采用無(wú)油潤(rùn)滑水冷閉式迷宮壓縮機(jī),三列三缸二級(jí)壓縮,氣缸為立式雙作用
4.2.1 壓縮機(jī)組采用撬裝式結(jié)構(gòu),主機(jī),潤(rùn)滑油系統(tǒng)及電機(jī)一個(gè)撬,水站一個(gè)撬,水站空冷器一個(gè)撬,每個(gè)撬塊整體供貨。
主機(jī)及附屬設(shè)備的底撬采用高強(qiáng)度H型鋼,整體焊接,并帶有靜電接地耳。氣體、負(fù)荷和充氮管路均在賣方場(chǎng)內(nèi)進(jìn)行安裝和預(yù)制。所有管線均提供可靠的支撐并采用高分子聚合材料管卡固定牢固。管線進(jìn)行水壓試驗(yàn)及射線探傷檢驗(yàn)。由于運(yùn)輸條件所限,部分管路和壓縮機(jī)零部件在運(yùn)輸過(guò)程中需要拆解,拆解的部分管路和壓縮機(jī)零部件由買方現(xiàn)場(chǎng)進(jìn)行現(xiàn)場(chǎng)安裝,賣方負(fù)責(zé)現(xiàn)場(chǎng)指導(dǎo)。
4.2.2 機(jī)組應(yīng)在壓縮機(jī)數(shù)據(jù)表所規(guī)定的全部工況下能有效地安全可靠地連續(xù)運(yùn)行操作。
4.2.3 氣缸和曲軸箱連接由定位稍定位,保證檢修及保養(yǎng)精確對(duì)中。
4.2.4 壓縮機(jī)曲軸轉(zhuǎn)數(shù)為590rpm,活塞的平均速度為3.25m/s
4.2.5 壓縮機(jī)的氣缸和活塞之間、活塞桿密封填料均采用非接觸式迷宮密封;填料泄露的氣體通過(guò)導(dǎo)管引回一級(jí)入口緩沖分離器。
4.2.6 壓縮機(jī)設(shè)手動(dòng)氣控卸荷器及固定余隙做氣量調(diào)節(jié):設(shè)0,25%,50%。,75%,100%五檔。卸荷器在所有氣缸上的進(jìn)氣閥上裝備。卸荷器為指示,給氣卸荷,手動(dòng)卸荷開關(guān)安裝于就地盤上。同時(shí),通過(guò)控制室給電磁的開關(guān)信號(hào),實(shí)現(xiàn)遠(yuǎn)程控制調(diào)節(jié)負(fù)荷的能力。
4.2.7 壓縮機(jī)設(shè)置未回調(diào)節(jié)閥,用于啟停機(jī)。
4.2.8 壓縮機(jī)活塞桿和十字接頭采用契形連接。為減少海塞桿運(yùn)動(dòng)時(shí)的擺動(dòng)量,活塞桿導(dǎo)向軸承作定位導(dǎo)向,保證活塞桿運(yùn)行時(shí)精確對(duì)中。導(dǎo)向軸承上方設(shè)有刮油環(huán)。導(dǎo)軸承做定位導(dǎo)向,保證活塞桿往復(fù)運(yùn)行時(shí)精確對(duì)中。導(dǎo)向軸承上方設(shè)有刮油環(huán)。
4.2.9 曲軸軸身端軸封采用雙端面機(jī)械密封,保證機(jī)組為全封閉。
4.2.10 曲軸、連桿、活塞桿采用鍛鋼制造。
4.2.11 壓縮機(jī)十字頭本體采用鍛鋼制造。
4.3 選用材料(見(jiàn)表1):
4.4 設(shè)計(jì)過(guò)程控制
壓縮機(jī)系統(tǒng)設(shè)計(jì)是整個(gè)壓縮機(jī)系統(tǒng)質(zhì)量保證的前提和基礎(chǔ),BOG壓縮機(jī)的輔機(jī)有:油站、水站、電機(jī)、緩沖器等。各個(gè)分系統(tǒng)和整個(gè)系統(tǒng)的設(shè)計(jì)澄清是很重要的。在和廠商簽訂完合同后,項(xiàng)目部要求廠商做出初步設(shè)計(jì)。從廠商的初步設(shè)計(jì)到最終設(shè)計(jì)完成,來(lái)往的設(shè)計(jì)澄清文件共有23版,足見(jiàn)BOG壓縮機(jī)系統(tǒng)的復(fù)雜性。
在壓縮機(jī)設(shè)計(jì)過(guò)程中發(fā)現(xiàn),當(dāng)活塞材質(zhì)整體采用YDQ-196時(shí),活塞重量較重,并已接近該機(jī)型允許使用的最大往復(fù)慣性力,會(huì)對(duì)活塞運(yùn)行時(shí)的穩(wěn)定性及機(jī)組運(yùn)行產(chǎn)生不良影響,故改變材質(zhì)。
具體方案將活塞設(shè)計(jì)為分體結(jié)構(gòu),由活塞外套+活塞上、下蓋組成,活塞外套仍采用技術(shù)協(xié)議中的YDQ-196材質(zhì),保證活塞和氣缸的間隙在低溫工況下變化最小;而為了減輕活塞的整體重量,故將活塞上下蓋的材質(zhì)變更為鍛鋁2A12,此材料的強(qiáng)度及耐低溫完全可滿足本機(jī)工況使用,并且在其它項(xiàng)目的低溫迷宮機(jī)上廠方有成熟的使用經(jīng)驗(yàn),活塞使用性能良好,機(jī)組運(yùn)行穩(wěn)定。
針對(duì)這種情況項(xiàng)目部向廠商提出質(zhì)疑和澄清:
1.活塞重量較重,并已接近該機(jī)型允許使用的最大往復(fù)慣性力,會(huì)對(duì)活塞運(yùn)行時(shí)的穩(wěn)定性及機(jī)組運(yùn)行產(chǎn)生不良影響。
工程公司項(xiàng)目部提出:兩種材質(zhì)的活塞重量差多少,使用不同材質(zhì)的活塞往復(fù)慣性力是多少?最大往復(fù)慣性力是多少?如采用YDQ-196可能會(huì)有哪些不良影響?遠(yuǎn)大對(duì)于換材質(zhì)這個(gè)問(wèn)題是如何分析的?請(qǐng)盡量詳細(xì)說(shuō)明。
廠方回復(fù):目前使用的是鋁制上下蓋和YDQ-196球鐵活塞套組合結(jié)構(gòu)方案,活塞重量83KG,機(jī)組往復(fù)慣性力將增加至97KN;接近本機(jī)型最大往復(fù)慣性力為110KN。由于立式迷宮壓縮機(jī)對(duì)活塞的穩(wěn)定性要求極為嚴(yán)格。如穩(wěn)定性差將導(dǎo)致活塞在往復(fù)運(yùn)動(dòng)中發(fā)生擺動(dòng)和氣缸發(fā)生碰撞或摩擦。由于其立式結(jié)構(gòu)并且整個(gè)運(yùn)動(dòng)部件中心位置較高,而固定點(diǎn)導(dǎo)向軸承位于活塞體下方,因此決定活塞運(yùn)行穩(wěn)定性的因素有以下幾點(diǎn):
1.1 活塞桿直徑、剛性;
1.2 支撐點(diǎn)(導(dǎo)向軸承)在整個(gè)往復(fù)運(yùn)動(dòng)構(gòu)件中的位置:
1.3 位于支撐點(diǎn)上方活塞運(yùn)動(dòng)零件的重量。
針對(duì)本機(jī)型活塞桿的直徑、材質(zhì),支撐點(diǎn)的位置都已經(jīng)進(jìn)行了最優(yōu)設(shè)計(jì),因此降低活塞體重量是增加穩(wěn)定性的最有效方案。廠方在研制迷宮壓縮機(jī)初期進(jìn)行相關(guān)測(cè)試,當(dāng)活塞體重量降低,活塞擺動(dòng)量明顯降低,機(jī)組穩(wěn)定性更高。
對(duì)于低溫BOG壓縮機(jī)廠方有豐富的設(shè)計(jì)、使用經(jīng)驗(yàn),在活塞材質(zhì)選配方面主要考慮強(qiáng)度和耐低溫性能,由于BOG壓縮機(jī)壓力很低,鋁活塞的強(qiáng)度完全可以滿足,并且該材質(zhì)的耐低溫性能良好,最低-269℃工況,因此設(shè)計(jì)活塞結(jié)構(gòu)將活塞的上下蓋設(shè)計(jì)成鋁材完全可滿足本機(jī)工況使用。對(duì)于活塞材質(zhì),由于需保證低溫運(yùn)行工況的密封要求,活塞套和缸體的頸向間隙不應(yīng)有較大的變化量,故活塞套選用膨脹系數(shù)和缸體相同的YDQ材料,不能更改。
2.故該司將活塞設(shè)計(jì)為分體結(jié)構(gòu),由活塞外套+活塞上、下蓋組成,活塞外套仍采用技術(shù)協(xié)議中的YDQ-196。
工程公司項(xiàng)目部澄清內(nèi)容:除了更換活塞材質(zhì)這種方案,貴司是否還分析和比選過(guò)其它方案,例如,是否可以通過(guò)調(diào)整飛輪來(lái)平衡慣性力?建議貴司詳細(xì)分析一下,并選取出最優(yōu)方案。
廠方回復(fù):調(diào)整飛輪可以降低由往復(fù)慣性力產(chǎn)生的機(jī)組旋轉(zhuǎn)不均勻度,雖然也是增加機(jī)組運(yùn)行穩(wěn)定性的,但不能解決第一條中所講述的由活塞重量增大導(dǎo)致的活塞桿穩(wěn)定性下降問(wèn)題。
3.關(guān)于2A12
工程公司項(xiàng)目部澄清內(nèi)容:本文件中可不具體說(shuō)明,但貴司是否可以提供一下相關(guān)的使用經(jīng)驗(yàn)?那個(gè)項(xiàng)目的BOG壓縮機(jī)使用了該機(jī)型號(hào)?且活塞是鍛鋁,壓縮機(jī)的大致參數(shù)是多少?
廠方回復(fù):
3K-165MG-20.6/0.01-3.23-18.98/3.21-17.41低溫乙烯BOG壓縮機(jī)用于中原乙烯項(xiàng)目;
4K-165MG-51.5/1-18.5 低溫乙烯BOG壓縮機(jī)用于山東陽(yáng)煤恒通項(xiàng)目;
4K-300MG77/18 低溫乙烯BOG壓縮機(jī)用于惠生清潔能源項(xiàng)目。
4.《特種設(shè)備安全技術(shù)規(guī)范》中指出,鍛鋁2A12屬于有色金屬材料,不會(huì)產(chǎn)生低溫脆性并可在低溫環(huán)境中保持較好的塑性和沖擊韌性。其低溫性能良好,最低-269度,可完全滿足使用要求。
工程項(xiàng)目部澄清內(nèi)容:除了低溫工況,貴司是否已對(duì)其它工況進(jìn)行了分析,例如本壓縮機(jī)的高溫工況等。另外,規(guī)范中僅涉及設(shè)計(jì)溫度范圍為-269℃~-200℃,但并沒(méi)有明確不做低溫沖擊試驗(yàn),因此項(xiàng)目認(rèn)為還得需要做低溫工況下的沖擊試驗(yàn)。
本壓縮機(jī)技術(shù)協(xié)議數(shù)據(jù)表中列出的工況均進(jìn)行考慮分析,鋁+YDQ的活塞結(jié)構(gòu)仍舊適用。
關(guān)于鋁材的特性:“鋁是面心立方晶格,沒(méi)有其它同素異構(gòu)體,低溫下不存在像鐵素體鋼那樣的脆性轉(zhuǎn)變” 摘自《化工壓力容器設(shè)計(jì)》化學(xué)工業(yè)出版社。
由此可見(jiàn)鋁在低溫工況下的應(yīng)用更加安全可靠,JB/T4734-2002《鋁制焊接容器》標(biāo)準(zhǔn)中規(guī)定2A12的最低使用溫度-269℃,但沒(méi)有要求對(duì)鋁材進(jìn)行低溫沖擊試驗(yàn),而且沒(méi)有標(biāo)準(zhǔn)數(shù)據(jù)來(lái)衡量鋁材低溫沖擊功數(shù)值是否合格。
綜上廠商活塞材料更改方案,后得到工程公司項(xiàng)目部同意。
5.外購(gòu)設(shè)備質(zhì)量控制
配套設(shè)備的質(zhì)量控制是BOG壓縮機(jī)質(zhì)量控制的重要組成部分,因?yàn)橥赓?gòu)設(shè)備產(chǎn)品控制不嚴(yán)格而造成的產(chǎn)品故障的事件比比皆是。所以要在源頭上嚴(yán)格控制配套廠商的名單是很重要的,一般是由業(yè)內(nèi)有良好聲譽(yù)的廠商和與工程公司有良好配合的廠商組成。為確保外購(gòu)件產(chǎn)品質(zhì)量,遵照ISO9000體系要求,對(duì)外購(gòu)件廠商實(shí)行嚴(yán)格的質(zhì)量體系審核,審核合格分包商才能準(zhǔn)許成為本壓縮機(jī)組的分供應(yīng)商。對(duì)于關(guān)鍵、重要外購(gòu)設(shè)備,嚴(yán)格實(shí)行現(xiàn)場(chǎng)質(zhì)量監(jiān)造和見(jiàn)證制度,盡量將質(zhì)量問(wèn)題暴露在制造廠內(nèi)。為壓縮機(jī)的穩(wěn)定運(yùn)行打下良好的基礎(chǔ),如電機(jī)、水站、油站。項(xiàng)目組都派出了高水平的技術(shù)人員和檢查人員到這些外購(gòu)設(shè)備廠家實(shí)施質(zhì)量監(jiān)造和現(xiàn)場(chǎng)見(jiàn)證。此外,還加強(qiáng)了外購(gòu)設(shè)備進(jìn)廠的驗(yàn)收工作。驗(yàn)收完全按照雙方簽訂的技術(shù)協(xié)議進(jìn)行,對(duì)于油站做了24小時(shí)機(jī)械運(yùn)轉(zhuǎn)和性能試驗(yàn)。在電機(jī)在驗(yàn)收時(shí),項(xiàng)目部派檢驗(yàn)專家到電機(jī)廠驗(yàn)收,按照檢驗(yàn)試驗(yàn)規(guī)定,分別作了電機(jī)性能試驗(yàn)、4小時(shí)機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)。螺桿泵的出廠驗(yàn)收也一樣。其它外購(gòu)件如:水站、緩沖器、工藝氣止回閥、液位開關(guān)等要求配套廠商出具合格證及試驗(yàn)報(bào)告。這樣外購(gòu)設(shè)備質(zhì)量基本得到有力的控制。
建立零件追溯制:為了防止在產(chǎn)品實(shí)現(xiàn)過(guò)程中混淆和誤用產(chǎn)品,更好的分析失效產(chǎn)品并采取糾正措施,并實(shí)現(xiàn)必要的產(chǎn)品(零件)追溯性。確保產(chǎn)品(零件)能追溯至其原始狀態(tài)。主要對(duì)零部件的屬性:如品名、規(guī)格、型號(hào)、來(lái)源、加工日期等進(jìn)行監(jiān)控.這樣可以有效的控制產(chǎn)品的質(zhì)量。
6.監(jiān)造工程師到廠商現(xiàn)場(chǎng)監(jiān)造
項(xiàng)目部派監(jiān)造師到工廠進(jìn)行設(shè)備監(jiān)造,對(duì)壓縮機(jī)整個(gè)生產(chǎn)過(guò)程進(jìn)行質(zhì)量、進(jìn)度監(jiān)控。由于此項(xiàng)目工期緊任務(wù)重,項(xiàng)目要求駐廠監(jiān)造工程師每日寫監(jiān)理報(bào)告,匯報(bào)進(jìn)度和質(zhì)量情況以便實(shí)施動(dòng)態(tài)管理和對(duì)壓縮機(jī)生產(chǎn)過(guò)程進(jìn)行監(jiān)控。
監(jiān)造工程師的監(jiān)造工作對(duì)于本項(xiàng)目的壓縮機(jī)生產(chǎn)進(jìn)度和產(chǎn)品質(zhì)量起著重要的作用。監(jiān)理工程師按照檢驗(yàn)試驗(yàn)計(jì)劃進(jìn)行監(jiān)造活動(dòng),主要內(nèi)容:對(duì)機(jī)身、曲軸、連桿、氣缸體、氣缸蓋、氣缸套、氣缸座、活塞體、活塞桿、十字頭體、十字頭銷等壓縮機(jī)零部件進(jìn)行化學(xué)成分分析、機(jī)械性能、外觀、尺寸等進(jìn)行監(jiān)造。對(duì)機(jī)身作煤油試漏(2小時(shí)內(nèi)應(yīng)有滲漏)、對(duì)氣缸體、氣缸蓋作水壓試驗(yàn)、試驗(yàn)壓力至少為設(shè)計(jì)壓力的1.5倍。上述部件的水腔試驗(yàn)壓力為0.8MPA。氣缸體、氣缸蓋進(jìn)行氮?dú)庠囼?yàn),試驗(yàn)壓力為設(shè)計(jì)壓力,持續(xù)30分鐘。對(duì)于無(wú)損探傷的零件有:氣缸體、連桿、機(jī)身、十字銷、活塞桿。
在監(jiān)造過(guò)程中發(fā)現(xiàn)以下問(wèn)題:
6.1 一級(jí)氣缸水壓水壓試驗(yàn)不合格。(共兩臺(tái))
分析原因:鑄造缺陷造成的。
處理措施:要求重新鑄造。
處理結(jié)果:重新鑄造的一級(jí)氣缸經(jīng)水壓試驗(yàn)、氣密性試驗(yàn)合格。第二個(gè)氣缸在鑄造完成后,經(jīng)檢查氣密性試驗(yàn)不合格。第三個(gè)氣缸在做完所有試驗(yàn)后,達(dá)到技術(shù)協(xié)議要求。此一級(jí)氣缸共做5個(gè),單其中三個(gè)由于鑄造缺陷等原因報(bào)廢。
缸體的水壓試驗(yàn)、氣密性試驗(yàn)對(duì)BOG壓縮機(jī)質(zhì)量控制是非常重要,故一定按照技術(shù)協(xié)議和檢驗(yàn)試驗(yàn)計(jì)劃去做。
6.2 二級(jí)汽缸表面存在嚴(yán)重鑄造缺陷,不符合AIP178要求。
處理措施:已令其重新鑄造。處理結(jié)果:鑄造合格。
6.3 機(jī)身煤油滲漏前涂油漆,導(dǎo)致煤油滲漏的靈敏性、可靠性受到影響,不符合AIP178 及工藝流程規(guī)定。
處理措施:要求廠方清除涂油漆,然后按工藝要求進(jìn)行煤油滲漏試驗(yàn)。
處理結(jié)果:按照要求整改后合格。
監(jiān)造工程師在整個(gè)生產(chǎn)過(guò)程中起到了良好的作用,基本上控制了設(shè)備的質(zhì)量。
7.BOG壓縮機(jī)性能試驗(yàn)和機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)
BOG壓縮機(jī)出廠檢驗(yàn)是壓縮機(jī)設(shè)備全面質(zhì)量控制的最重要的組成部分。一般要做兩方面的試驗(yàn)。
7.1 機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)
機(jī)械運(yùn)轉(zhuǎn)試驗(yàn),本機(jī)空負(fù)荷機(jī)械運(yùn)轉(zhuǎn)試驗(yàn),應(yīng)在廠方試車臺(tái)架上運(yùn)行,采用車間常規(guī)試驗(yàn)系統(tǒng)。
7.2 試驗(yàn)程序:
本機(jī)在試車臺(tái)全部安裝找正完成,經(jīng)質(zhì)檢部門對(duì)各部位的裝配間隙及安裝精度進(jìn)行檢查驗(yàn)收后,才能進(jìn)行機(jī)械運(yùn)轉(zhuǎn)試驗(yàn)。
7.2.1 BOG壓縮機(jī)機(jī)械運(yùn)轉(zhuǎn)前的準(zhǔn)備工作。
7.2.1.1 拆除氣缸上進(jìn)排氣閥。
7.2.1.2 檢查機(jī)身,氣缸內(nèi)是否清潔,將其中的污垢、雜質(zhì)徹底清除干凈。
7.2.1.3 檢查各連接部件,保證螺栓擰緊牢固并鎖緊。
7.2.1.4 檢查各測(cè)試儀表、儀器是否安置妥當(dāng),并調(diào)試無(wú)誤。
7.2.1.5 潤(rùn)滑油系統(tǒng)應(yīng)全部安裝完成。并符合有關(guān)規(guī)定和要求。
7.3 首臺(tái)機(jī)運(yùn)行試驗(yàn)時(shí)間不少于4小時(shí),后續(xù)機(jī)運(yùn)行試驗(yàn)時(shí)間不少于2小時(shí)。
實(shí)測(cè)噪音:79dB(A)。
實(shí)測(cè)機(jī)身主軸承溫度,69℃
實(shí)測(cè)活塞桿摩擦部位溫度,112℃
技術(shù)協(xié)議要求:
機(jī)身主軸承溫度≤75℃,
活塞桿摩擦部位溫度≤115℃;
機(jī)組噪音≤85dB(A)。
(備注: 由于沒(méi)有負(fù)荷,所有實(shí)測(cè)數(shù)據(jù)僅作參考,最終以現(xiàn)場(chǎng)帶負(fù)荷運(yùn)轉(zhuǎn)考核為準(zhǔn)。)
以上數(shù)據(jù)為在工廠測(cè)得數(shù)據(jù),經(jīng)審核試驗(yàn)數(shù)據(jù)合格。
7.4 機(jī)械運(yùn)轉(zhuǎn)完成后,進(jìn)行解體,并對(duì)下列零部件摩擦面的磨損情況下進(jìn)行檢查,其摩擦配合表面質(zhì)量良好,無(wú)劃痕、擦傷、燒傷等現(xiàn)象。
最終確認(rèn):BOG壓縮機(jī)滿足技術(shù)協(xié)議要求。
結(jié)論
BOG壓縮機(jī)是LNG項(xiàng)目中最為重要和關(guān)鍵的設(shè)備。項(xiàng)目組質(zhì)量部努力從各方面控制BOG壓縮機(jī)系統(tǒng)的質(zhì)量,是保證本壓縮機(jī)能夠成功的重要前提。特別是國(guó)際形勢(shì)越來(lái)越復(fù)雜,大力發(fā)展國(guó)產(chǎn)化是非常有意義的。此BOG壓縮機(jī)系統(tǒng)在經(jīng)過(guò)安裝、調(diào)試后運(yùn)行正常。它的成功為今后復(fù)雜設(shè)備的質(zhì)量控制提供了寶貴的經(jīng)驗(yàn)。
來(lái)源:本站原創(chuàng)

網(wǎng)友評(píng)論
條評(píng)論
最新評(píng)論