

【壓縮機網】成立于1928年的三井精機前身在現在的東京都大田區南六鄉,那時的產品是塊規和測微計之類的量具。1935年(昭和10年)開發出了日本首臺加工母機床的#4型坐標鏜床。當時,在日本還沒有高精度的加工用工作母機床,這臺坐標鏜床的國產化對日本產業界可以說是實現了多年的夙愿。從那以來,坐標鏜床就成為了加工母機床的代名詞。
隨著多年來的發展,三井精機現已建立起數控坐標鏜床、數控坐標磨床、臥式加工中心、立式加工中心、五軸控制加工中心、數控滾珠絲桿磨床、數控轉子磨床、數控螺紋磨床等強大陣容,支撐起了這項高端產業。盡管在國內名氣不如馬扎克、大隈等日本機床公司,但是由于其充分依靠自身的優勢,在數控機床母機工業界贏得了一片天。
三井精機開發-設計,加工-組裝-測定,還有工廠環境——所有這些高度融合在一起就誕生了首臺加工母機床。80多年來代代傳承下來的嫻熟技巧,和理想的工廠環境造就了這種可能。三井精機的工作機床部門在2001年10月,從東京都大田區遷移到了埼玉縣川島町。
在這里,從新建成的工作機床專用工廠,向世界各地輸送了大量的加工母機床。從創業開始到現在,三井精機的歷史里,發展的重心一直是“精度”。
那么,三井精機是如何實現高精度制造的呢?我們不妨深入工廠去看看。
堅固的廠房基礎
對于工作母機床制造業來說絕不能忽視基礎水平變化、外部振動等外界因素。精機車間的基礎是由嵌入地中巖層的1700鋼管及平均厚度1m左右的水泥層建造而成。而且,建筑物的基礎和機床設置的基礎是完全分隔開的,這樣起重機的振動就不會對機床造成影響。
零部件·組裝單元到成品的工藝流程
成品組裝室與出廠室相鄰。機床出廠時組裝區域和外界空氣不直接相接觸,室溫不會產生變化。而且,在出廠室內機床溫度會漸漸地適應外部溫度,特別是在炎熱的夏季,會防止由于室內和外界的溫度差所產生的結露現象。零部件、組裝單元的加工、組裝都是在同一個工廠內部進行工藝流程的。當然移動距離的縮短,在溫控條件下的流程,對零部件和組裝單元來說,對溫度適應的時間得以節約,效率得以提高(見圖1)。
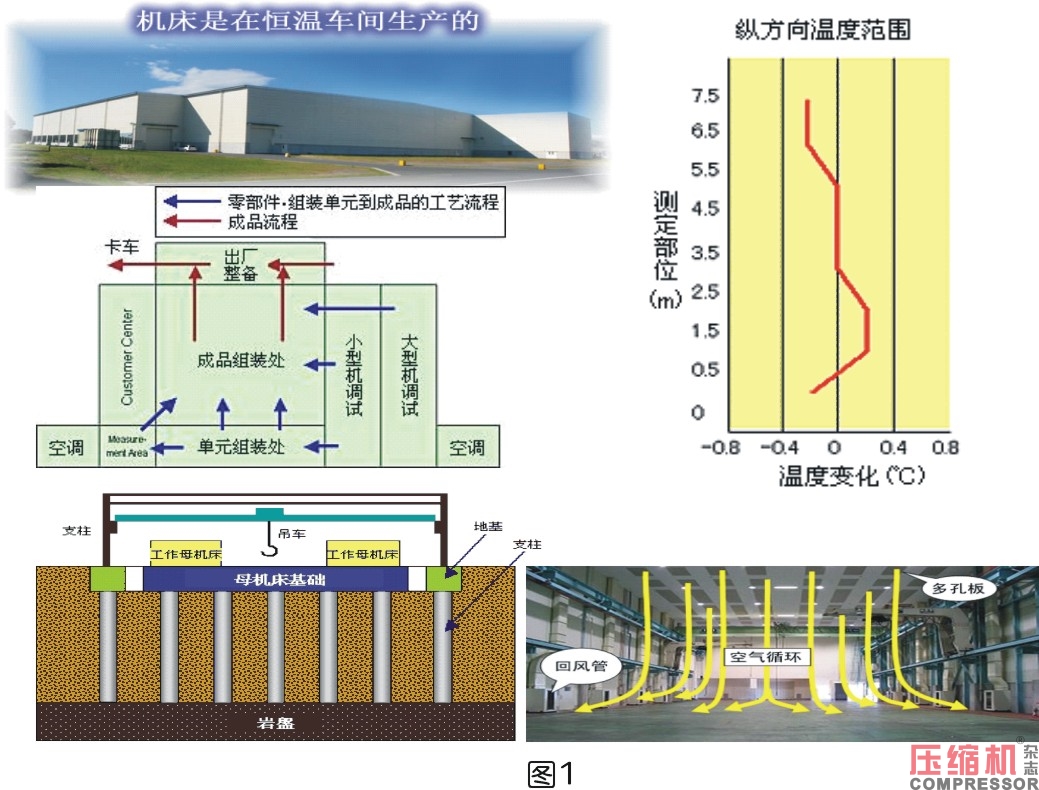 精機車間的中心就是成品組裝,它由4部分組成,立式、臥式、5軸加工中心、坐標磨床、坐標鏜床、螺紋磨床、專用機等就是在這里組裝而成的。從磨削到組裝、調試、出廠檢查、客戶的預驗收檢測、出廠整備也是在這里進行的。
精密三坐標、光學儀器檢測室
如果想要制造出精度為1μm的機床,就必須擁有1μm以下能夠準確檢測的儀器和技術。
檢測室是精機車間各房間中溫控管理最嚴格的房間,保持在常溫20℃±0.1℃的范圍內。擁有自行研制的激光測定儀、3次元測定儀、真圓度測定儀、表面粗糙度測定儀、萬能顯微鏡等儀器。主要部件如主軸、滾珠絲杠和工作臺都是由三井制造。
三井精機獨特的主軸系統,帶有增力器的刀具夾緊,刀具夾緊力達到了3000kg,保證了使用重型刀具時的鏜孔精度,26/22kW的主軸扭矩能達到1794Nm。
三井精機制造的高精度絲杠、蝸桿磨床,在日本市場保持99%的市場占有率,其他機床制造商的傳動部件都是用三井機床制造。
精機車間的中心就是成品組裝,它由4部分組成,立式、臥式、5軸加工中心、坐標磨床、坐標鏜床、螺紋磨床、專用機等就是在這里組裝而成的。從磨削到組裝、調試、出廠檢查、客戶的預驗收檢測、出廠整備也是在這里進行的。
精密三坐標、光學儀器檢測室
如果想要制造出精度為1μm的機床,就必須擁有1μm以下能夠準確檢測的儀器和技術。
檢測室是精機車間各房間中溫控管理最嚴格的房間,保持在常溫20℃±0.1℃的范圍內。擁有自行研制的激光測定儀、3次元測定儀、真圓度測定儀、表面粗糙度測定儀、萬能顯微鏡等儀器。主要部件如主軸、滾珠絲杠和工作臺都是由三井制造。
三井精機獨特的主軸系統,帶有增力器的刀具夾緊,刀具夾緊力達到了3000kg,保證了使用重型刀具時的鏜孔精度,26/22kW的主軸扭矩能達到1794Nm。
三井精機制造的高精度絲杠、蝸桿磨床,在日本市場保持99%的市場占有率,其他機床制造商的傳動部件都是用三井機床制造。
三井值得自豪的技術--“刮研削”
所謂“刮研削”,就是使用鏟、刮等工具將鑄物表面進行刮研削加工的作業。進行刮研削加工的場所是摩擦面(臺面及柱體間等移動部位)、物與物間接觸面、臺面、平臺之類等等。通過刮研削,一次磨去量約為1~3μm程度,只要掌握刮研削量就能正確制作出自由形狀。熟練者刮研削加工,可以得到機械加工難以實現的平面度、直角度、真直度。
例如加工機床的加工平面度為10μm,那么它加工出的產品就不會超過10μm的精度。那么要想有比父母還要好的孩子應該怎么辦呢?(要想加工出5μm平面度應該怎么辦?)這就是“靠矯正(教育)使之成為好孩子”的問題了。通過刮研削這種由人類進行的矯正手段來制造出比父母精度更高的孩子的道理,三井精機的制作就是遵循了這樣的理念。
「刮研削」的過程
通過刮研削來加工出精確的工作面的時候,首先要有一個基準。下面闡述的通過“三面磨合”來制作的平面板,稱為“磨合治具”。
刮研削后的表面上會有微小的起伏,有高的部分也有低的部分。在加工后的面上涂上紅色,再和磨合治具相磨合。這樣,高的部分的紅色就會被刮去。對去掉紅色的部位再度進行刮研削,通過這樣反復進行來制作出超精度平面(見圖2)。
 怎樣制作出平面? 三面磨合
對平面的制作而言,刮研削是基本。那么,我們來說明一下通過刮研削來制作出平面的“三面磨合”的方法。既然稱為“三面磨合”,當然是要制作出3個面。為什么是3個面呢?
例如像圖3a那樣通過刮研削制作出3個平面,然后像圖3b那樣將3張治具板按不同的組合磨合在一起。這里我們使用先前闡述的“磨合”的方法。①和②、②和③的面可以很好的密合在一起。但是,這種例子情況下只是偶然2個組合能夠很好的配合在一起,僅僅依靠2個面的配合來進行確認也不可以斷言是平面。那是因為①和③不能很好的密合的緣故(見圖3c)。
怎樣制作出平面? 三面磨合
對平面的制作而言,刮研削是基本。那么,我們來說明一下通過刮研削來制作出平面的“三面磨合”的方法。既然稱為“三面磨合”,當然是要制作出3個面。為什么是3個面呢?
例如像圖3a那樣通過刮研削制作出3個平面,然后像圖3b那樣將3張治具板按不同的組合磨合在一起。這里我們使用先前闡述的“磨合”的方法。①和②、②和③的面可以很好的密合在一起。但是,這種例子情況下只是偶然2個組合能夠很好的配合在一起,僅僅依靠2個面的配合來進行確認也不可以斷言是平面。那是因為①和③不能很好的密合的緣故(見圖3c)。
 像圖3那樣3個平面,不管是圖4的哪種組合都能保證面與面的密合。就是說,不管3個面如何組合都能密合的條件證明了他們只能是平面。三面密合,就是通過3張治具板各自磨合制作出平面的作業。
三井精機對機床的各個部位進行刮研削加工。除了是為了高精度加工之外,根據部位不同加工的目的也不盡相同。
物與物相接觸的部位
床身和柱體之間、主軸頭部和主軸之間、滾珠絲桿裝接物和裝接面之間等等,要對物與物相接觸的重要部位進行刮研削加工。簡單說,就是“消除緊張力”(內應力)。
例如,像圖4中的那樣不平的物體之間,依靠螺絲等雖可以強制性的將面與面結合在一起。但是,物體總是有恢復原來狀態趨勢的力在發生作用,這就是“緊張力”。長時間的緊張力就會造成精度惡化(見圖4)。
像圖3那樣3個平面,不管是圖4的哪種組合都能保證面與面的密合。就是說,不管3個面如何組合都能密合的條件證明了他們只能是平面。三面密合,就是通過3張治具板各自磨合制作出平面的作業。
三井精機對機床的各個部位進行刮研削加工。除了是為了高精度加工之外,根據部位不同加工的目的也不盡相同。
物與物相接觸的部位
床身和柱體之間、主軸頭部和主軸之間、滾珠絲桿裝接物和裝接面之間等等,要對物與物相接觸的重要部位進行刮研削加工。簡單說,就是“消除緊張力”(內應力)。
例如,像圖4中的那樣不平的物體之間,依靠螺絲等雖可以強制性的將面與面結合在一起。但是,物體總是有恢復原來狀態趨勢的力在發生作用,這就是“緊張力”。長時間的緊張力就會造成精度惡化(見圖4)。
 像圖2的那樣,對配合面進行刮研削加工使之成為平面,面與面接觸時就會無緊張力長期安定地配合在一起。
面與面之間的接觸狀態,要取決于刮研削的細微程度。“接觸點”表示的就是摩擦面配合后一英寸四方內有多少接觸部分。“一英寸四方10個接觸點”,“一英寸四方24個接觸點”,“一英寸四方36個接觸點”等等。當然,接觸點越多就說明面與面的接觸狀態越好,精度也越高,壽命越長。
高度融合了技能·經驗的嫻熟技巧
要成為一名好的刮研削工匠需要常年累月的積累。對嫻熟的工匠來說,怎樣刮研削才能做到1μm的研削量是完全憑借感覺的。要實現這樣精細的作業,控制溫度變化是關鍵。
在1℃的溫度變化范圍內每1m長的鐵的伸縮量約為0.01mm,微小溫度差就會給精度帶來很大影響。例如,昨天加工合格的工件,今天重新測定一下就會發現精度不合格……如果發生這樣的情況,那么無論怎樣機械加工也不會完成。三井精機一直所追求的在恒定溫度環境里進行制造加工,就是出于這個道理。
正是由于三井精機這種對精度的刻意追求,使得公司產品得以在強手如林的日本機床工業界保持著自己的一席之地。
三井精機用戶案例一
像圖2的那樣,對配合面進行刮研削加工使之成為平面,面與面接觸時就會無緊張力長期安定地配合在一起。
面與面之間的接觸狀態,要取決于刮研削的細微程度。“接觸點”表示的就是摩擦面配合后一英寸四方內有多少接觸部分。“一英寸四方10個接觸點”,“一英寸四方24個接觸點”,“一英寸四方36個接觸點”等等。當然,接觸點越多就說明面與面的接觸狀態越好,精度也越高,壽命越長。
高度融合了技能·經驗的嫻熟技巧
要成為一名好的刮研削工匠需要常年累月的積累。對嫻熟的工匠來說,怎樣刮研削才能做到1μm的研削量是完全憑借感覺的。要實現這樣精細的作業,控制溫度變化是關鍵。
在1℃的溫度變化范圍內每1m長的鐵的伸縮量約為0.01mm,微小溫度差就會給精度帶來很大影響。例如,昨天加工合格的工件,今天重新測定一下就會發現精度不合格……如果發生這樣的情況,那么無論怎樣機械加工也不會完成。三井精機一直所追求的在恒定溫度環境里進行制造加工,就是出于這個道理。
正是由于三井精機這種對精度的刻意追求,使得公司產品得以在強手如林的日本機床工業界保持著自己的一席之地。
三井精機用戶案例一
 三井精機用戶案例二
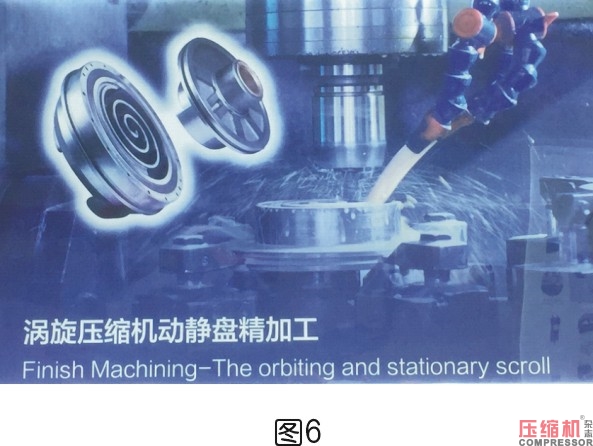
位于蘇州某工廠內,在2012年一次性投入多臺三井精機的高精度加工中心,達成四條渦旋盤加工生產線,實現年20萬臺變頻渦旋壓縮機產能。三井精機通過提供生產設備、生產程序、生產夾具、生產刀具一整套解決方案,實現動/靜渦旋盤超精密穩定批量生產,助力其在短時間內實現渦旋壓縮機從開發到批量生產,為其產品提供了強有力的競爭支持!
三井精機用戶案例二
位于蘇州某工廠內,在2012年一次性投入多臺三井精機的高精度加工中心,達成四條渦旋盤加工生產線,實現年20萬臺變頻渦旋壓縮機產能。三井精機通過提供生產設備、生產程序、生產夾具、生產刀具一整套解決方案,實現動/靜渦旋盤超精密穩定批量生產,助力其在短時間內實現渦旋壓縮機從開發到批量生產,為其產品提供了強有力的競爭支持!
 后記
作為全球頂級高精度數控機床供應商,三井精機憑借自身在單螺桿壓縮機、雙螺桿壓縮機、渦旋壓縮機、離心壓縮機行業與超精密數控工作母機機床生產經驗的積累,其全系列坐標級立式加工中心、臥式加工中心和五軸加工中心,可為整個壓縮機行業關鍵零部件生產,提供高精度數控機床整體交鑰匙服務。對高精度的追求以及對產品工藝的堅持與拓展,造就了三井精機的現在與未來,其成長經驗相信對我們都有學習借鑒意義!
后記
作為全球頂級高精度數控機床供應商,三井精機憑借自身在單螺桿壓縮機、雙螺桿壓縮機、渦旋壓縮機、離心壓縮機行業與超精密數控工作母機機床生產經驗的積累,其全系列坐標級立式加工中心、臥式加工中心和五軸加工中心,可為整個壓縮機行業關鍵零部件生產,提供高精度數控機床整體交鑰匙服務。對高精度的追求以及對產品工藝的堅持與拓展,造就了三井精機的現在與未來,其成長經驗相信對我們都有學習借鑒意義!
來源:本站原創
隨著多年來的發展,三井精機現已建立起數控坐標鏜床、數控坐標磨床、臥式加工中心、立式加工中心、五軸控制加工中心、數控滾珠絲桿磨床、數控轉子磨床、數控螺紋磨床等強大陣容,支撐起了這項高端產業。盡管在國內名氣不如馬扎克、大隈等日本機床公司,但是由于其充分依靠自身的優勢,在數控機床母機工業界贏得了一片天。
三井精機開發-設計,加工-組裝-測定,還有工廠環境——所有這些高度融合在一起就誕生了首臺加工母機床。80多年來代代傳承下來的嫻熟技巧,和理想的工廠環境造就了這種可能。三井精機的工作機床部門在2001年10月,從東京都大田區遷移到了埼玉縣川島町。
在這里,從新建成的工作機床專用工廠,向世界各地輸送了大量的加工母機床。從創業開始到現在,三井精機的歷史里,發展的重心一直是“精度”。
那么,三井精機是如何實現高精度制造的呢?我們不妨深入工廠去看看。
堅固的廠房基礎
對于工作母機床制造業來說絕不能忽視基礎水平變化、外部振動等外界因素。精機車間的基礎是由嵌入地中巖層的1700鋼管及平均厚度1m左右的水泥層建造而成。而且,建筑物的基礎和機床設置的基礎是完全分隔開的,這樣起重機的振動就不會對機床造成影響。
零部件·組裝單元到成品的工藝流程
成品組裝室與出廠室相鄰。機床出廠時組裝區域和外界空氣不直接相接觸,室溫不會產生變化。而且,在出廠室內機床溫度會漸漸地適應外部溫度,特別是在炎熱的夏季,會防止由于室內和外界的溫度差所產生的結露現象。零部件、組裝單元的加工、組裝都是在同一個工廠內部進行工藝流程的。當然移動距離的縮短,在溫控條件下的流程,對零部件和組裝單元來說,對溫度適應的時間得以節約,效率得以提高(見圖1)。
精機車間的中心就是成品組裝,它由4部分組成,立式、臥式、5軸加工中心、坐標磨床、坐標鏜床、螺紋磨床、專用機等就是在這里組裝而成的。從磨削到組裝、調試、出廠檢查、客戶的預驗收檢測、出廠整備也是在這里進行的。
精密三坐標、光學儀器檢測室
如果想要制造出精度為1μm的機床,就必須擁有1μm以下能夠準確檢測的儀器和技術。
檢測室是精機車間各房間中溫控管理最嚴格的房間,保持在常溫20℃±0.1℃的范圍內。擁有自行研制的激光測定儀、3次元測定儀、真圓度測定儀、表面粗糙度測定儀、萬能顯微鏡等儀器。主要部件如主軸、滾珠絲杠和工作臺都是由三井制造。
三井精機獨特的主軸系統,帶有增力器的刀具夾緊,刀具夾緊力達到了3000kg,保證了使用重型刀具時的鏜孔精度,26/22kW的主軸扭矩能達到1794Nm。
三井精機制造的高精度絲杠、蝸桿磨床,在日本市場保持99%的市場占有率,其他機床制造商的傳動部件都是用三井機床制造。
三井值得自豪的技術--“刮研削”
所謂“刮研削”,就是使用鏟、刮等工具將鑄物表面進行刮研削加工的作業。進行刮研削加工的場所是摩擦面(臺面及柱體間等移動部位)、物與物間接觸面、臺面、平臺之類等等。通過刮研削,一次磨去量約為1~3μm程度,只要掌握刮研削量就能正確制作出自由形狀。熟練者刮研削加工,可以得到機械加工難以實現的平面度、直角度、真直度。
例如加工機床的加工平面度為10μm,那么它加工出的產品就不會超過10μm的精度。那么要想有比父母還要好的孩子應該怎么辦呢?(要想加工出5μm平面度應該怎么辦?)這就是“靠矯正(教育)使之成為好孩子”的問題了。通過刮研削這種由人類進行的矯正手段來制造出比父母精度更高的孩子的道理,三井精機的制作就是遵循了這樣的理念。
「刮研削」的過程
通過刮研削來加工出精確的工作面的時候,首先要有一個基準。下面闡述的通過“三面磨合”來制作的平面板,稱為“磨合治具”。
刮研削后的表面上會有微小的起伏,有高的部分也有低的部分。在加工后的面上涂上紅色,再和磨合治具相磨合。這樣,高的部分的紅色就會被刮去。對去掉紅色的部位再度進行刮研削,通過這樣反復進行來制作出超精度平面(見圖2)。
怎樣制作出平面? 三面磨合
對平面的制作而言,刮研削是基本。那么,我們來說明一下通過刮研削來制作出平面的“三面磨合”的方法。既然稱為“三面磨合”,當然是要制作出3個面。為什么是3個面呢?
例如像圖3a那樣通過刮研削制作出3個平面,然后像圖3b那樣將3張治具板按不同的組合磨合在一起。這里我們使用先前闡述的“磨合”的方法。①和②、②和③的面可以很好的密合在一起。但是,這種例子情況下只是偶然2個組合能夠很好的配合在一起,僅僅依靠2個面的配合來進行確認也不可以斷言是平面。那是因為①和③不能很好的密合的緣故(見圖3c)。
像圖3那樣3個平面,不管是圖4的哪種組合都能保證面與面的密合。就是說,不管3個面如何組合都能密合的條件證明了他們只能是平面。三面密合,就是通過3張治具板各自磨合制作出平面的作業。
三井精機對機床的各個部位進行刮研削加工。除了是為了高精度加工之外,根據部位不同加工的目的也不盡相同。
物與物相接觸的部位
床身和柱體之間、主軸頭部和主軸之間、滾珠絲桿裝接物和裝接面之間等等,要對物與物相接觸的重要部位進行刮研削加工。簡單說,就是“消除緊張力”(內應力)。
例如,像圖4中的那樣不平的物體之間,依靠螺絲等雖可以強制性的將面與面結合在一起。但是,物體總是有恢復原來狀態趨勢的力在發生作用,這就是“緊張力”。長時間的緊張力就會造成精度惡化(見圖4)。
像圖2的那樣,對配合面進行刮研削加工使之成為平面,面與面接觸時就會無緊張力長期安定地配合在一起。
面與面之間的接觸狀態,要取決于刮研削的細微程度。“接觸點”表示的就是摩擦面配合后一英寸四方內有多少接觸部分。“一英寸四方10個接觸點”,“一英寸四方24個接觸點”,“一英寸四方36個接觸點”等等。當然,接觸點越多就說明面與面的接觸狀態越好,精度也越高,壽命越長。
高度融合了技能·經驗的嫻熟技巧
要成為一名好的刮研削工匠需要常年累月的積累。對嫻熟的工匠來說,怎樣刮研削才能做到1μm的研削量是完全憑借感覺的。要實現這樣精細的作業,控制溫度變化是關鍵。
在1℃的溫度變化范圍內每1m長的鐵的伸縮量約為0.01mm,微小溫度差就會給精度帶來很大影響。例如,昨天加工合格的工件,今天重新測定一下就會發現精度不合格……如果發生這樣的情況,那么無論怎樣機械加工也不會完成。三井精機一直所追求的在恒定溫度環境里進行制造加工,就是出于這個道理。
正是由于三井精機這種對精度的刻意追求,使得公司產品得以在強手如林的日本機床工業界保持著自己的一席之地。
三井精機用戶案例一
三井精機用戶案例二
位于蘇州某工廠內,在2012年一次性投入多臺三井精機的高精度加工中心,達成四條渦旋盤加工生產線,實現年20萬臺變頻渦旋壓縮機產能。三井精機通過提供生產設備、生產程序、生產夾具、生產刀具一整套解決方案,實現動/靜渦旋盤超精密穩定批量生產,助力其在短時間內實現渦旋壓縮機從開發到批量生產,為其產品提供了強有力的競爭支持!
后記
作為全球頂級高精度數控機床供應商,三井精機憑借自身在單螺桿壓縮機、雙螺桿壓縮機、渦旋壓縮機、離心壓縮機行業與超精密數控工作母機機床生產經驗的積累,其全系列坐標級立式加工中心、臥式加工中心和五軸加工中心,可為整個壓縮機行業關鍵零部件生產,提供高精度數控機床整體交鑰匙服務。對高精度的追求以及對產品工藝的堅持與拓展,造就了三井精機的現在與未來,其成長經驗相信對我們都有學習借鑒意義!
來源:本站原創

網友評論
條評論
最新評論