

【壓縮機網(wǎng)】1、背景介紹
延長中煤榆林能源化工有限公司聚烯烴中心聚丙烯裝置的丙烯回收單元,由美國MTR公司生產(chǎn)設(shè)計、生產(chǎn),其主機為日本前川公司生產(chǎn)的G252OLMC—MBM型雙級串聯(lián)雙螺桿壓縮機。該機組于2015年4月正式啟用,運行狀態(tài)一直不穩(wěn)定,多次敬請國外專家來現(xiàn)場處理問題,一直沒有徹底解決問題。帶病運行至2015年12月19日,該壓縮機只運行了約4000小時,先后發(fā)生了滑閥液壓控制系統(tǒng)外接輸油撕斷、運行中主機突然抱死等嚴(yán)重事故,回收單元被迫停止。2016年元月,公司決定嘗試由本公司工程技術(shù)人員與行業(yè)專家劉安才聯(lián)合修復(fù)的方法,2016年2月開始拆解修理,同年4月修復(fù)運行,正常運行至2017年元月,壓縮機系統(tǒng)主機再次發(fā)生了震動嚴(yán)重超標(biāo)停機事故。本公司工程技術(shù)人員再次聯(lián)合行業(yè)專家劉安才拆解分析、總結(jié),自行設(shè)計、制作、更換了全部國產(chǎn)化零部件,2017年4月修復(fù)投入運行,機器穩(wěn)定運行至今已過萬小時,仍在正常工作之中。
2、壓縮機主機簡介
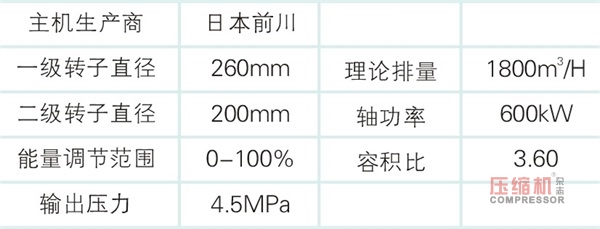
2.1 壓縮機主機參數(shù)
 2.2 主機構(gòu)成
2.2 主機構(gòu)成

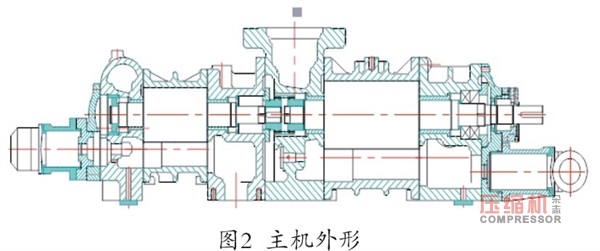
主機部分主要包括機械密封;一、二級螺桿止推軸承;一、二級陰陽螺桿支撐軸瓦;一、二級陰陽螺桿;一、二級前軸承支撐架;一、二級螺桿支撐架;一、二級后端支撐軸承;一、二級后軸承支撐架;主螺桿傳動軸連接系統(tǒng)等組成。
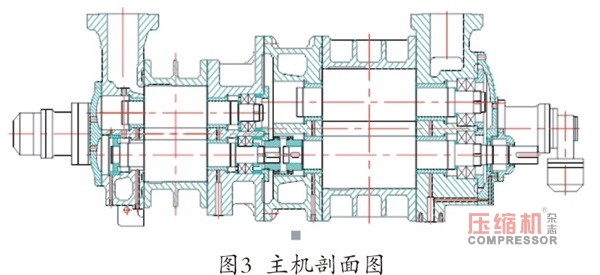
2.3 主機設(shè)計特點
該主機最顯著的設(shè)計特點表現(xiàn)為:結(jié)構(gòu)上采用了兩級主機串聯(lián)布置、主螺桿軸內(nèi)齒插接動力傳動模式,整機中心低,有利于降低震動;兩主機匹配采用了“雙級雙滑閥容積聯(lián)動匹配、恒壓輸出調(diào)節(jié)”模式,即在輸出壓力設(shè)定恒定的條件下,二級壓縮機通過滑閥滑動改變?nèi)莘e來追蹤排氣輸出壓力,保持恒壓輸出,而一級壓縮機通過二級輸入壓力控制滑閥滑動,改變壓縮機容積,達到雙級進排氣匹配平衡效果,有效地穩(wěn)固了螺桿的動態(tài)定位。
3、第一次故障壓縮機零部件損壞情況
3.1 故障發(fā)生
2015年12月19日,壓縮機正常工作中,系統(tǒng)連鎖保護裝置觸發(fā)緊急停機,盤車檢查機器抱死。拆開一級排氣端,發(fā)現(xiàn)螺桿端與端蓋間隙消失,摩擦燒結(jié)粘死,進一步拆解,多零部件損壞。
3.2 機械密封損壞
 機封石墨骨架因螺桿竄動量超過了其伸縮量程而擠破,失去密封作用。
3.3 推力軸承報廢
機封石墨骨架因螺桿竄動量超過了其伸縮量程而擠破,失去密封作用。
3.3 推力軸承報廢
 推力軸承失去止推作用是其他機件損壞的根源,而推力軸承失去止推作用的成因是供油不足造成的磨損所致。按照壓縮機維修常規(guī)經(jīng)驗,整機八組推力軸承做報廢處理。
3.4 主螺桿軸軸承安裝位磨損
推力軸承失去止推作用是其他機件損壞的根源,而推力軸承失去止推作用的成因是供油不足造成的磨損所致。按照壓縮機維修常規(guī)經(jīng)驗,整機八組推力軸承做報廢處理。
3.4 主螺桿軸軸承安裝位磨損
 拆下主軸推力軸承,軸承轉(zhuǎn)動自如,軸承內(nèi)圈直徑比主軸軸承安裝位直徑大0.09mm,顯然軸承內(nèi)圈隨軸轉(zhuǎn)動,不合常規(guī)。有可能:該機出廠前,主軸推力軸承位加工存在問題。
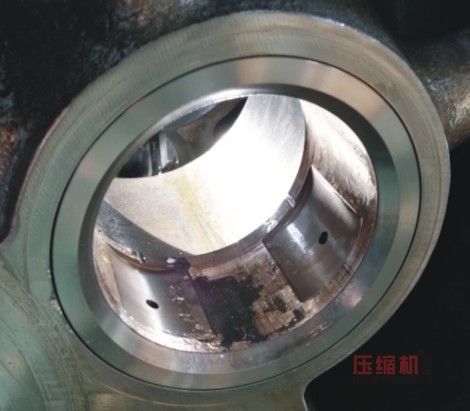
3.5 支撐軸承磨損
拆下主軸推力軸承,軸承轉(zhuǎn)動自如,軸承內(nèi)圈直徑比主軸軸承安裝位直徑大0.09mm,顯然軸承內(nèi)圈隨軸轉(zhuǎn)動,不合常規(guī)。有可能:該機出廠前,主軸推力軸承位加工存在問題。
3.5 支撐軸承磨損
 可能由于失油導(dǎo)致軸與支撐軸承不能有油膜懸浮支撐保護,直接摩擦;也可能潤滑油中含有超量雜質(zhì),導(dǎo)致八組支撐軸承損壞。從磨損痕跡判斷,兩者兼有。
3.6 一級壓縮機兩螺桿嚴(yán)重?fù)p傷
可能由于失油導(dǎo)致軸與支撐軸承不能有油膜懸浮支撐保護,直接摩擦;也可能潤滑油中含有超量雜質(zhì),導(dǎo)致八組支撐軸承損壞。從磨損痕跡判斷,兩者兼有。
3.6 一級壓縮機兩螺桿嚴(yán)重?fù)p傷
 由于推力軸承失效,螺桿失去定位,導(dǎo)致兩螺桿縱向互磨、軸向與端蓋互磨,螺桿磨短了1.7mm,螺桿嚙合面劃痕密布。
3.7 二級壓縮機螺桿損傷
由于推力軸承失效,螺桿失去定位,導(dǎo)致兩螺桿縱向互磨、軸向與端蓋互磨,螺桿磨短了1.7mm,螺桿嚙合面劃痕密布。
3.7 二級壓縮機螺桿損傷
 由于一級推力軸承失效,一級螺桿軸與端蓋互磨產(chǎn)生鐵削進入二級螺桿,導(dǎo)致兩螺桿磨傷。
3.8 一級螺桿殼體內(nèi)腔磨損嚴(yán)重
由于一級推力軸承失效,一級螺桿軸與端蓋互磨產(chǎn)生鐵削進入二級螺桿,導(dǎo)致兩螺桿磨傷。
3.8 一級螺桿殼體內(nèi)腔磨損嚴(yán)重
 由于一級推力軸承失效,一級螺桿軸與端蓋互磨產(chǎn)生鐵削進入螺桿腔,連鎖反應(yīng)損傷。成片磨痕面積達1700余平方厘米,磨痕深大1.5毫米。
3.9 一級滑閥與導(dǎo)軌磨擦發(fā)熱變色
由于一級推力軸承失效,一級螺桿軸與端蓋互磨產(chǎn)生鐵削進入螺桿腔,連鎖反應(yīng)損傷。成片磨痕面積達1700余平方厘米,磨痕深大1.5毫米。
3.9 一級滑閥與導(dǎo)軌磨擦發(fā)熱變色
 滑閥錯誤的頻繁滑動、失油導(dǎo)致滑閥與導(dǎo)軌互磨發(fā)熱,導(dǎo)軌底面磨低了0.4毫米。
3.10. 一級壓縮機排氣端端蓋嚴(yán)重磨損
滑閥錯誤的頻繁滑動、失油導(dǎo)致滑閥與導(dǎo)軌互磨發(fā)熱,導(dǎo)軌底面磨低了0.4毫米。
3.10. 一級壓縮機排氣端端蓋嚴(yán)重磨損
 一級壓縮機排氣端端蓋,因推力軸承失效,導(dǎo)致螺桿與端蓋互磨,端蓋磨深達0.9毫米。
3.11 其他問題
3.11.1 一級壓縮機滑閥活塞密封相比較二級滑閥活塞密封,沒有安裝冒型密封,但密封o圈高出活塞外圓面0.5mm,密封作用存在,耐磨效果要遠(yuǎn)低于同機二級活塞,估計是原機器裝配漏項;
3.11.2 一級壓縮機滑閥與活塞缸連接軸密封o圈破裂,導(dǎo)致滑閥調(diào)節(jié)難以穩(wěn)定定位;
3.11.3 一級壓縮機進氣端的過渡段端蓋孔與滑閥能量指示引出軸不同心,導(dǎo)致過渡段端蓋與進氣端螺桿端蓋定位銷安裝連接后,滑閥滑動憋勁,滑動困難;
3.11.4 一級壓縮機能量引出軸封o圈磨破。
4、零部件修復(fù)與國產(chǎn)化
系統(tǒng)來自美國MTR公司,而壓縮機為日本前川公司制造,國內(nèi)沒有同類生產(chǎn)廠商,如果更換原裝零部件,不僅價格昂貴(主機中不含螺桿的整套零部件價格竟超過主機價格的15%)、采購周期漫長(款到后三個月),而且采購條件苛刻、附加限制條款繁多,商務(wù)操作難度很大,無法滿足實際生產(chǎn)的緊迫需要。因此,自行修復(fù)損傷部件或自行設(shè)計加工代用件、恢復(fù)整機性能,就成了必然的選擇。
4.1 損壞件修復(fù)方法
4.1.1 螺桿與進氣端蓋的修復(fù)
修復(fù)螺桿與進氣端蓋的工藝路線如下:
a.取樣化驗確定材質(zhì);
b.無損探傷確定裂紋部位需要剔除的尺寸;
c.剔除裂紋部位;
d.激光熔敷恢復(fù)損傷部位;
e.無損探傷檢查熔敷質(zhì)量;
F.去除應(yīng)力;
J.按照未受損部位尺寸、型線設(shè)置加工參數(shù),采用專用加工中心加工復(fù)原;
H.檢查兩螺桿的嚙合度、動平衡螺桿。
4.1.2 支撐軸瓦修復(fù)
修復(fù)支撐軸瓦的步驟如下:
a.取樣化驗確定材質(zhì);
b.測繪軸瓦;
c.在仿制基礎(chǔ)上,加大軸瓦進油孔以增加進油量;加寬軸瓦保油邊以提高油膜支撐力。
4.1.3 機械密封仿制
仿制機械密封的過程如下:
a.取樣化驗確定材質(zhì);
b.測繪原裝機械密封;
c.使用與原機械密封相同的材料,按照國產(chǎn)同類型機械密封標(biāo)準(zhǔn)確定參數(shù);
d.測繪設(shè)計圖紙;
e.按照設(shè)計圖紙、工藝文件和相關(guān)標(biāo)準(zhǔn)加工生產(chǎn)。
4.1.4 一級壓縮機機身內(nèi)孔修復(fù)
a.冷焊貼焊;
b.鏜床粗加工;
c.珩磨機珩磨到尺寸。
4.1.5 更換整機全部密封o圈
5、修復(fù)運行
2016年4月,修復(fù)機器回裝首次運行,存在一級滑閥載位指示始終在30%—90%之間往復(fù)變化,滑閥同步位移問題,滑動頻率在15次/min—17次/min之間,導(dǎo)致滑閥控制進油管隨之同頻率震動,振幅在4mm左右,除此問題外,機器其他工作正常。
分析認(rèn)為是如下因素所致:a、電控制系統(tǒng)給定了一個錯誤控制信號;b、三位四通控制閥漏油;c、活塞密封漏油;d、活塞軸封漏油。
為此,檢測電控制系統(tǒng),未發(fā)現(xiàn)錯誤信號;檢查試驗三維四通控制閥,未發(fā)現(xiàn)泄露;拆卸一級壓縮機滑閥活塞,改單o圈密封為雙o圈密封,以克服活塞可能的密封漏油問題。
經(jīng)過以上檢測、改造,滑閥載位穩(wěn)定性問題仍未解決,無奈再次拆解整機,發(fā)現(xiàn)活塞軸封o圈撕裂了一個直徑約1mm的不規(guī)則裂口。分析該裂口成因為裝配中硬傷,更換該o圈后,機器恢復(fù)正常。
6、修復(fù)機器運行事故
2016年4月修復(fù)機器投入運行,2017年1月下旬,該壓縮螺桿壓縮機,發(fā)生了運行聲音異常、二級副螺桿軸位移值超限問題、機器震動值超標(biāo)等問題,設(shè)備控制管理人員主動停車。
6.1 拆解檢查發(fā)現(xiàn)如下問題
a.二級止推軸承滾珠磨損
一級壓縮機排氣端端蓋,因推力軸承失效,導(dǎo)致螺桿與端蓋互磨,端蓋磨深達0.9毫米。
3.11 其他問題
3.11.1 一級壓縮機滑閥活塞密封相比較二級滑閥活塞密封,沒有安裝冒型密封,但密封o圈高出活塞外圓面0.5mm,密封作用存在,耐磨效果要遠(yuǎn)低于同機二級活塞,估計是原機器裝配漏項;
3.11.2 一級壓縮機滑閥與活塞缸連接軸密封o圈破裂,導(dǎo)致滑閥調(diào)節(jié)難以穩(wěn)定定位;
3.11.3 一級壓縮機進氣端的過渡段端蓋孔與滑閥能量指示引出軸不同心,導(dǎo)致過渡段端蓋與進氣端螺桿端蓋定位銷安裝連接后,滑閥滑動憋勁,滑動困難;
3.11.4 一級壓縮機能量引出軸封o圈磨破。
4、零部件修復(fù)與國產(chǎn)化
系統(tǒng)來自美國MTR公司,而壓縮機為日本前川公司制造,國內(nèi)沒有同類生產(chǎn)廠商,如果更換原裝零部件,不僅價格昂貴(主機中不含螺桿的整套零部件價格竟超過主機價格的15%)、采購周期漫長(款到后三個月),而且采購條件苛刻、附加限制條款繁多,商務(wù)操作難度很大,無法滿足實際生產(chǎn)的緊迫需要。因此,自行修復(fù)損傷部件或自行設(shè)計加工代用件、恢復(fù)整機性能,就成了必然的選擇。
4.1 損壞件修復(fù)方法
4.1.1 螺桿與進氣端蓋的修復(fù)
修復(fù)螺桿與進氣端蓋的工藝路線如下:
a.取樣化驗確定材質(zhì);
b.無損探傷確定裂紋部位需要剔除的尺寸;
c.剔除裂紋部位;
d.激光熔敷恢復(fù)損傷部位;
e.無損探傷檢查熔敷質(zhì)量;
F.去除應(yīng)力;
J.按照未受損部位尺寸、型線設(shè)置加工參數(shù),采用專用加工中心加工復(fù)原;
H.檢查兩螺桿的嚙合度、動平衡螺桿。
4.1.2 支撐軸瓦修復(fù)
修復(fù)支撐軸瓦的步驟如下:
a.取樣化驗確定材質(zhì);
b.測繪軸瓦;
c.在仿制基礎(chǔ)上,加大軸瓦進油孔以增加進油量;加寬軸瓦保油邊以提高油膜支撐力。
4.1.3 機械密封仿制
仿制機械密封的過程如下:
a.取樣化驗確定材質(zhì);
b.測繪原裝機械密封;
c.使用與原機械密封相同的材料,按照國產(chǎn)同類型機械密封標(biāo)準(zhǔn)確定參數(shù);
d.測繪設(shè)計圖紙;
e.按照設(shè)計圖紙、工藝文件和相關(guān)標(biāo)準(zhǔn)加工生產(chǎn)。
4.1.4 一級壓縮機機身內(nèi)孔修復(fù)
a.冷焊貼焊;
b.鏜床粗加工;
c.珩磨機珩磨到尺寸。
4.1.5 更換整機全部密封o圈
5、修復(fù)運行
2016年4月,修復(fù)機器回裝首次運行,存在一級滑閥載位指示始終在30%—90%之間往復(fù)變化,滑閥同步位移問題,滑動頻率在15次/min—17次/min之間,導(dǎo)致滑閥控制進油管隨之同頻率震動,振幅在4mm左右,除此問題外,機器其他工作正常。
分析認(rèn)為是如下因素所致:a、電控制系統(tǒng)給定了一個錯誤控制信號;b、三位四通控制閥漏油;c、活塞密封漏油;d、活塞軸封漏油。
為此,檢測電控制系統(tǒng),未發(fā)現(xiàn)錯誤信號;檢查試驗三維四通控制閥,未發(fā)現(xiàn)泄露;拆卸一級壓縮機滑閥活塞,改單o圈密封為雙o圈密封,以克服活塞可能的密封漏油問題。
經(jīng)過以上檢測、改造,滑閥載位穩(wěn)定性問題仍未解決,無奈再次拆解整機,發(fā)現(xiàn)活塞軸封o圈撕裂了一個直徑約1mm的不規(guī)則裂口。分析該裂口成因為裝配中硬傷,更換該o圈后,機器恢復(fù)正常。
6、修復(fù)機器運行事故
2016年4月修復(fù)機器投入運行,2017年1月下旬,該壓縮螺桿壓縮機,發(fā)生了運行聲音異常、二級副螺桿軸位移值超限問題、機器震動值超標(biāo)等問題,設(shè)備控制管理人員主動停車。
6.1 拆解檢查發(fā)現(xiàn)如下問題
a.二級止推軸承滾珠磨損
 b.一級止推軸承滾珠磨損
b.一級止推軸承滾珠磨損
 c.一級軸承外圈磨損
c.一級軸承外圈磨損
 d.軸瓦磨損
d.軸瓦磨損
 6.2 問題成因判斷
6.2.1 二級推力軸承滾珠破裂是軸承夾渣導(dǎo)致,夾渣性質(zhì)、來源不明,邏輯推理可能是前置氣體過濾失效,管道焊接遺留金屬削渣進入造成。
6.2.2 一級止推軸承滾珠磨損、劃痕。邏輯推理,劃痕肯定是軸承夾渣所致,而在未失油條件下的磨損,是潤滑油含塵量嚴(yán)重超標(biāo)導(dǎo)致。
6.2.3 軸瓦磨損。在保證供油充分足壓的條件下,軸瓦磨損報廢,夾渣因素存在,但從磨損痕跡判斷,潤滑油含塵量嚴(yán)重超標(biāo)是重要因素。
7、問題解決
7.1 解決潤滑油含塵超標(biāo)問題
潤滑油中的有損軸承、軸瓦特定塵埃,無疑是來源于特定輸入介質(zhì),而介質(zhì)中的該塵埃濾除方法改進需要一個過程,快捷便利的解決方法是短周期更換潤滑油。由于該機所使用的潤滑油一直為原機供應(yīng)商提供,潤滑油標(biāo)定使用壽命長、價格昂貴,潤滑油里特定有害塵埃是機器長期運行積累的結(jié)果,這就造成了潤滑油標(biāo)定使用壽命尚未到期而潤滑油含塵量積累到損害機器零部件至機器停機的程度,選用與機器工況要求匹配的經(jīng)濟型潤滑油是一個待解決的課題。
7.2 更換已經(jīng)國產(chǎn)經(jīng)濟化的損壞零配件
7.3 修正潤滑油更換周期要求,由原1.3萬小時更換周期,修正為5—7千小時更換周期。
8、效果
以上措施的采取,該機到目前,已穩(wěn)定運行1萬小時,各項運行參數(shù)正常;相對于更換國外進口該機零部件,修復(fù)周期縮短70天以上,節(jié)省費用60萬元以上。
9、小結(jié)
9.1 系統(tǒng)配備有完善的各分系統(tǒng)保護裝置,第一次機器事故,保護系統(tǒng)未起到應(yīng)有保護作用,說明整機保護系統(tǒng)調(diào)試存在問題或缺陷。
9.2 進口設(shè)備零部件國產(chǎn)化,對保障機器恢復(fù)的及時有效性及降低維修成本具有顯著作用;
9.3 嚴(yán)格執(zhí)行設(shè)備使用標(biāo)準(zhǔn)不可忽視。潤滑油含塵量嚴(yán)重超標(biāo),在一般設(shè)備中,不是十分嚴(yán)重的問題,但在該機器中,可導(dǎo)致軸承、軸瓦報廢甚至導(dǎo)致整機崩潰性損壞。
9.4 進口設(shè)備系統(tǒng)也存在具體工況適應(yīng)性問題。比如本機,顯然前置過濾系統(tǒng)濾塵容納量太小、設(shè)備啟動氮氣預(yù)工作系統(tǒng),沒有設(shè)計特寒冷季節(jié)氮氣預(yù)熱功能,僅憑30余度的潤滑油熱量,在氮氣充分量、零下近30度的循環(huán)條件下,不足于改變壓縮機內(nèi)溫度,可能產(chǎn)生潤滑油流動性變差甚至失油問題。
9.5 我國制造水平日新月異進步,一般進口設(shè)備的零部件,完全可以國產(chǎn)化制造。國產(chǎn)化的零部件,在工況適應(yīng)性、經(jīng)濟性、穩(wěn)定耐久性方面,只要科學(xué)精算,嚴(yán)格工藝,完全可以媲美甚至超過進口原裝產(chǎn)品。堅持科學(xué)論證,勇于嘗試,國外設(shè)置的若干禁區(qū),進入后也是康莊大道。
作者介紹
劉飛,大學(xué)文化、工程師,陜西延長中煤榆林能源化工有限公司聚烯烴中心專業(yè)主管、設(shè)備主任。
6.2 問題成因判斷
6.2.1 二級推力軸承滾珠破裂是軸承夾渣導(dǎo)致,夾渣性質(zhì)、來源不明,邏輯推理可能是前置氣體過濾失效,管道焊接遺留金屬削渣進入造成。
6.2.2 一級止推軸承滾珠磨損、劃痕。邏輯推理,劃痕肯定是軸承夾渣所致,而在未失油條件下的磨損,是潤滑油含塵量嚴(yán)重超標(biāo)導(dǎo)致。
6.2.3 軸瓦磨損。在保證供油充分足壓的條件下,軸瓦磨損報廢,夾渣因素存在,但從磨損痕跡判斷,潤滑油含塵量嚴(yán)重超標(biāo)是重要因素。
7、問題解決
7.1 解決潤滑油含塵超標(biāo)問題
潤滑油中的有損軸承、軸瓦特定塵埃,無疑是來源于特定輸入介質(zhì),而介質(zhì)中的該塵埃濾除方法改進需要一個過程,快捷便利的解決方法是短周期更換潤滑油。由于該機所使用的潤滑油一直為原機供應(yīng)商提供,潤滑油標(biāo)定使用壽命長、價格昂貴,潤滑油里特定有害塵埃是機器長期運行積累的結(jié)果,這就造成了潤滑油標(biāo)定使用壽命尚未到期而潤滑油含塵量積累到損害機器零部件至機器停機的程度,選用與機器工況要求匹配的經(jīng)濟型潤滑油是一個待解決的課題。
7.2 更換已經(jīng)國產(chǎn)經(jīng)濟化的損壞零配件
7.3 修正潤滑油更換周期要求,由原1.3萬小時更換周期,修正為5—7千小時更換周期。
8、效果
以上措施的采取,該機到目前,已穩(wěn)定運行1萬小時,各項運行參數(shù)正常;相對于更換國外進口該機零部件,修復(fù)周期縮短70天以上,節(jié)省費用60萬元以上。
9、小結(jié)
9.1 系統(tǒng)配備有完善的各分系統(tǒng)保護裝置,第一次機器事故,保護系統(tǒng)未起到應(yīng)有保護作用,說明整機保護系統(tǒng)調(diào)試存在問題或缺陷。
9.2 進口設(shè)備零部件國產(chǎn)化,對保障機器恢復(fù)的及時有效性及降低維修成本具有顯著作用;
9.3 嚴(yán)格執(zhí)行設(shè)備使用標(biāo)準(zhǔn)不可忽視。潤滑油含塵量嚴(yán)重超標(biāo),在一般設(shè)備中,不是十分嚴(yán)重的問題,但在該機器中,可導(dǎo)致軸承、軸瓦報廢甚至導(dǎo)致整機崩潰性損壞。
9.4 進口設(shè)備系統(tǒng)也存在具體工況適應(yīng)性問題。比如本機,顯然前置過濾系統(tǒng)濾塵容納量太小、設(shè)備啟動氮氣預(yù)工作系統(tǒng),沒有設(shè)計特寒冷季節(jié)氮氣預(yù)熱功能,僅憑30余度的潤滑油熱量,在氮氣充分量、零下近30度的循環(huán)條件下,不足于改變壓縮機內(nèi)溫度,可能產(chǎn)生潤滑油流動性變差甚至失油問題。
9.5 我國制造水平日新月異進步,一般進口設(shè)備的零部件,完全可以國產(chǎn)化制造。國產(chǎn)化的零部件,在工況適應(yīng)性、經(jīng)濟性、穩(wěn)定耐久性方面,只要科學(xué)精算,嚴(yán)格工藝,完全可以媲美甚至超過進口原裝產(chǎn)品。堅持科學(xué)論證,勇于嘗試,國外設(shè)置的若干禁區(qū),進入后也是康莊大道。
作者介紹
劉飛,大學(xué)文化、工程師,陜西延長中煤榆林能源化工有限公司聚烯烴中心專業(yè)主管、設(shè)備主任。
【壓縮機網(wǎng)】1、背景介紹
延長中煤榆林能源化工有限公司聚烯烴中心聚丙烯裝置的丙烯回收單元,由美國MTR公司生產(chǎn)設(shè)計、生產(chǎn),其主機為日本前川公司生產(chǎn)的G252OLMC—MBM型雙級串聯(lián)雙螺桿壓縮機。該機組于2015年4月正式啟用,運行狀態(tài)一直不穩(wěn)定,多次敬請國外專家來現(xiàn)場處理問題,一直沒有徹底解決問題。帶病運行至2015年12月19日,該壓縮機只運行了約4000小時,先后發(fā)生了滑閥液壓控制系統(tǒng)外接輸油撕斷、運行中主機突然抱死等嚴(yán)重事故,回收單元被迫停止。2016年元月,公司決定嘗試由本公司工程技術(shù)人員與行業(yè)專家劉安才聯(lián)合修復(fù)的方法,2016年2月開始拆解修理,同年4月修復(fù)運行,正常運行至2017年元月,壓縮機系統(tǒng)主機再次發(fā)生了震動嚴(yán)重超標(biāo)停機事故。本公司工程技術(shù)人員再次聯(lián)合行業(yè)專家劉安才拆解分析、總結(jié),自行設(shè)計、制作、更換了全部國產(chǎn)化零部件,2017年4月修復(fù)投入運行,機器穩(wěn)定運行至今已過萬小時,仍在正常工作之中。
2、壓縮機主機簡介
2.1 壓縮機主機參數(shù)
2.2 主機構(gòu)成
主機部分主要包括機械密封;一、二級螺桿止推軸承;一、二級陰陽螺桿支撐軸瓦;一、二級陰陽螺桿;一、二級前軸承支撐架;一、二級螺桿支撐架;一、二級后端支撐軸承;一、二級后軸承支撐架;主螺桿傳動軸連接系統(tǒng)等組成。
2.3 主機設(shè)計特點
該主機最顯著的設(shè)計特點表現(xiàn)為:結(jié)構(gòu)上采用了兩級主機串聯(lián)布置、主螺桿軸內(nèi)齒插接動力傳動模式,整機中心低,有利于降低震動;兩主機匹配采用了“雙級雙滑閥容積聯(lián)動匹配、恒壓輸出調(diào)節(jié)”模式,即在輸出壓力設(shè)定恒定的條件下,二級壓縮機通過滑閥滑動改變?nèi)莘e來追蹤排氣輸出壓力,保持恒壓輸出,而一級壓縮機通過二級輸入壓力控制滑閥滑動,改變壓縮機容積,達到雙級進排氣匹配平衡效果,有效地穩(wěn)固了螺桿的動態(tài)定位。
3、第一次故障壓縮機零部件損壞情況
3.1 故障發(fā)生
2015年12月19日,壓縮機正常工作中,系統(tǒng)連鎖保護裝置觸發(fā)緊急停機,盤車檢查機器抱死。拆開一級排氣端,發(fā)現(xiàn)螺桿端與端蓋間隙消失,摩擦燒結(jié)粘死,進一步拆解,多零部件損壞。
3.2 機械密封損壞
機封石墨骨架因螺桿竄動量超過了其伸縮量程而擠破,失去密封作用。
3.3 推力軸承報廢
推力軸承失去止推作用是其他機件損壞的根源,而推力軸承失去止推作用的成因是供油不足造成的磨損所致。按照壓縮機維修常規(guī)經(jīng)驗,整機八組推力軸承做報廢處理。
3.4 主螺桿軸軸承安裝位磨損
拆下主軸推力軸承,軸承轉(zhuǎn)動自如,軸承內(nèi)圈直徑比主軸軸承安裝位直徑大0.09mm,顯然軸承內(nèi)圈隨軸轉(zhuǎn)動,不合常規(guī)。有可能:該機出廠前,主軸推力軸承位加工存在問題。
3.5 支撐軸承磨損
可能由于失油導(dǎo)致軸與支撐軸承不能有油膜懸浮支撐保護,直接摩擦;也可能潤滑油中含有超量雜質(zhì),導(dǎo)致八組支撐軸承損壞。從磨損痕跡判斷,兩者兼有。
3.6 一級壓縮機兩螺桿嚴(yán)重?fù)p傷
由于推力軸承失效,螺桿失去定位,導(dǎo)致兩螺桿縱向互磨、軸向與端蓋互磨,螺桿磨短了1.7mm,螺桿嚙合面劃痕密布。
3.7 二級壓縮機螺桿損傷
由于一級推力軸承失效,一級螺桿軸與端蓋互磨產(chǎn)生鐵削進入二級螺桿,導(dǎo)致兩螺桿磨傷。
3.8 一級螺桿殼體內(nèi)腔磨損嚴(yán)重
由于一級推力軸承失效,一級螺桿軸與端蓋互磨產(chǎn)生鐵削進入螺桿腔,連鎖反應(yīng)損傷。成片磨痕面積達1700余平方厘米,磨痕深大1.5毫米。
3.9 一級滑閥與導(dǎo)軌磨擦發(fā)熱變色
滑閥錯誤的頻繁滑動、失油導(dǎo)致滑閥與導(dǎo)軌互磨發(fā)熱,導(dǎo)軌底面磨低了0.4毫米。
3.10. 一級壓縮機排氣端端蓋嚴(yán)重磨損
一級壓縮機排氣端端蓋,因推力軸承失效,導(dǎo)致螺桿與端蓋互磨,端蓋磨深達0.9毫米。
3.11 其他問題
3.11.1 一級壓縮機滑閥活塞密封相比較二級滑閥活塞密封,沒有安裝冒型密封,但密封o圈高出活塞外圓面0.5mm,密封作用存在,耐磨效果要遠(yuǎn)低于同機二級活塞,估計是原機器裝配漏項;
3.11.2 一級壓縮機滑閥與活塞缸連接軸密封o圈破裂,導(dǎo)致滑閥調(diào)節(jié)難以穩(wěn)定定位;
3.11.3 一級壓縮機進氣端的過渡段端蓋孔與滑閥能量指示引出軸不同心,導(dǎo)致過渡段端蓋與進氣端螺桿端蓋定位銷安裝連接后,滑閥滑動憋勁,滑動困難;
3.11.4 一級壓縮機能量引出軸封o圈磨破。
4、零部件修復(fù)與國產(chǎn)化
系統(tǒng)來自美國MTR公司,而壓縮機為日本前川公司制造,國內(nèi)沒有同類生產(chǎn)廠商,如果更換原裝零部件,不僅價格昂貴(主機中不含螺桿的整套零部件價格竟超過主機價格的15%)、采購周期漫長(款到后三個月),而且采購條件苛刻、附加限制條款繁多,商務(wù)操作難度很大,無法滿足實際生產(chǎn)的緊迫需要。因此,自行修復(fù)損傷部件或自行設(shè)計加工代用件、恢復(fù)整機性能,就成了必然的選擇。
4.1 損壞件修復(fù)方法
4.1.1 螺桿與進氣端蓋的修復(fù)
修復(fù)螺桿與進氣端蓋的工藝路線如下:
a.取樣化驗確定材質(zhì);
b.無損探傷確定裂紋部位需要剔除的尺寸;
c.剔除裂紋部位;
d.激光熔敷恢復(fù)損傷部位;
e.無損探傷檢查熔敷質(zhì)量;
F.去除應(yīng)力;
J.按照未受損部位尺寸、型線設(shè)置加工參數(shù),采用專用加工中心加工復(fù)原;
H.檢查兩螺桿的嚙合度、動平衡螺桿。
4.1.2 支撐軸瓦修復(fù)
修復(fù)支撐軸瓦的步驟如下:
a.取樣化驗確定材質(zhì);
b.測繪軸瓦;
c.在仿制基礎(chǔ)上,加大軸瓦進油孔以增加進油量;加寬軸瓦保油邊以提高油膜支撐力。
4.1.3 機械密封仿制
仿制機械密封的過程如下:
a.取樣化驗確定材質(zhì);
b.測繪原裝機械密封;
c.使用與原機械密封相同的材料,按照國產(chǎn)同類型機械密封標(biāo)準(zhǔn)確定參數(shù);
d.測繪設(shè)計圖紙;
e.按照設(shè)計圖紙、工藝文件和相關(guān)標(biāo)準(zhǔn)加工生產(chǎn)。
4.1.4 一級壓縮機機身內(nèi)孔修復(fù)
a.冷焊貼焊;
b.鏜床粗加工;
c.珩磨機珩磨到尺寸。
4.1.5 更換整機全部密封o圈
5、修復(fù)運行
2016年4月,修復(fù)機器回裝首次運行,存在一級滑閥載位指示始終在30%—90%之間往復(fù)變化,滑閥同步位移問題,滑動頻率在15次/min—17次/min之間,導(dǎo)致滑閥控制進油管隨之同頻率震動,振幅在4mm左右,除此問題外,機器其他工作正常。
分析認(rèn)為是如下因素所致:a、電控制系統(tǒng)給定了一個錯誤控制信號;b、三位四通控制閥漏油;c、活塞密封漏油;d、活塞軸封漏油。
為此,檢測電控制系統(tǒng),未發(fā)現(xiàn)錯誤信號;檢查試驗三維四通控制閥,未發(fā)現(xiàn)泄露;拆卸一級壓縮機滑閥活塞,改單o圈密封為雙o圈密封,以克服活塞可能的密封漏油問題。
經(jīng)過以上檢測、改造,滑閥載位穩(wěn)定性問題仍未解決,無奈再次拆解整機,發(fā)現(xiàn)活塞軸封o圈撕裂了一個直徑約1mm的不規(guī)則裂口。分析該裂口成因為裝配中硬傷,更換該o圈后,機器恢復(fù)正常。
6、修復(fù)機器運行事故
2016年4月修復(fù)機器投入運行,2017年1月下旬,該壓縮螺桿壓縮機,發(fā)生了運行聲音異常、二級副螺桿軸位移值超限問題、機器震動值超標(biāo)等問題,設(shè)備控制管理人員主動停車。
6.1 拆解檢查發(fā)現(xiàn)如下問題
a.二級止推軸承滾珠磨損
b.一級止推軸承滾珠磨損
c.一級軸承外圈磨損
d.軸瓦磨損
6.2 問題成因判斷
6.2.1 二級推力軸承滾珠破裂是軸承夾渣導(dǎo)致,夾渣性質(zhì)、來源不明,邏輯推理可能是前置氣體過濾失效,管道焊接遺留金屬削渣進入造成。
6.2.2 一級止推軸承滾珠磨損、劃痕。邏輯推理,劃痕肯定是軸承夾渣所致,而在未失油條件下的磨損,是潤滑油含塵量嚴(yán)重超標(biāo)導(dǎo)致。
6.2.3 軸瓦磨損。在保證供油充分足壓的條件下,軸瓦磨損報廢,夾渣因素存在,但從磨損痕跡判斷,潤滑油含塵量嚴(yán)重超標(biāo)是重要因素。
7、問題解決
7.1 解決潤滑油含塵超標(biāo)問題
潤滑油中的有損軸承、軸瓦特定塵埃,無疑是來源于特定輸入介質(zhì),而介質(zhì)中的該塵埃濾除方法改進需要一個過程,快捷便利的解決方法是短周期更換潤滑油。由于該機所使用的潤滑油一直為原機供應(yīng)商提供,潤滑油標(biāo)定使用壽命長、價格昂貴,潤滑油里特定有害塵埃是機器長期運行積累的結(jié)果,這就造成了潤滑油標(biāo)定使用壽命尚未到期而潤滑油含塵量積累到損害機器零部件至機器停機的程度,選用與機器工況要求匹配的經(jīng)濟型潤滑油是一個待解決的課題。
7.2 更換已經(jīng)國產(chǎn)經(jīng)濟化的損壞零配件
7.3 修正潤滑油更換周期要求,由原1.3萬小時更換周期,修正為5—7千小時更換周期。
8、效果
以上措施的采取,該機到目前,已穩(wěn)定運行1萬小時,各項運行參數(shù)正常;相對于更換國外進口該機零部件,修復(fù)周期縮短70天以上,節(jié)省費用60萬元以上。
9、小結(jié)
9.1 系統(tǒng)配備有完善的各分系統(tǒng)保護裝置,第一次機器事故,保護系統(tǒng)未起到應(yīng)有保護作用,說明整機保護系統(tǒng)調(diào)試存在問題或缺陷。
9.2 進口設(shè)備零部件國產(chǎn)化,對保障機器恢復(fù)的及時有效性及降低維修成本具有顯著作用;
9.3 嚴(yán)格執(zhí)行設(shè)備使用標(biāo)準(zhǔn)不可忽視。潤滑油含塵量嚴(yán)重超標(biāo),在一般設(shè)備中,不是十分嚴(yán)重的問題,但在該機器中,可導(dǎo)致軸承、軸瓦報廢甚至導(dǎo)致整機崩潰性損壞。
9.4 進口設(shè)備系統(tǒng)也存在具體工況適應(yīng)性問題。比如本機,顯然前置過濾系統(tǒng)濾塵容納量太小、設(shè)備啟動氮氣預(yù)工作系統(tǒng),沒有設(shè)計特寒冷季節(jié)氮氣預(yù)熱功能,僅憑30余度的潤滑油熱量,在氮氣充分量、零下近30度的循環(huán)條件下,不足于改變壓縮機內(nèi)溫度,可能產(chǎn)生潤滑油流動性變差甚至失油問題。
9.5 我國制造水平日新月異進步,一般進口設(shè)備的零部件,完全可以國產(chǎn)化制造。國產(chǎn)化的零部件,在工況適應(yīng)性、經(jīng)濟性、穩(wěn)定耐久性方面,只要科學(xué)精算,嚴(yán)格工藝,完全可以媲美甚至超過進口原裝產(chǎn)品。堅持科學(xué)論證,勇于嘗試,國外設(shè)置的若干禁區(qū),進入后也是康莊大道。
作者介紹
劉飛,大學(xué)文化、工程師,陜西延長中煤榆林能源化工有限公司聚烯烴中心專業(yè)主管、設(shè)備主任。

網(wǎng)友評論
條評論
最新評論