

【壓縮機網】分析了熱噴涂技術在往復壓縮機行業上的應用,利用熱噴涂技術對零件表面進行處理,改善表面耐磨性能,有效地延長零件使用壽命;對機械零件的磨損進行有效的修復,克服傳統修復的不足,發揮其獨特的修復優勢。

引言
熱噴涂技術誕生于20世紀初期,經過近一個世紀的發展,從簡單的工藝技術發展成集機械學、材料科學、熱動力學、高新技術和生物工程等專業為一體的完整的工業體系,已經在先進的制造技術中占有舉足輕重的位置。從鋼鐵零部件的抗磨、耐蝕,再到能起到特殊防護功能的涂層, 從中熱噴涂技術具備其他一些技術所不具備的特殊作用,現已在航空、航天、船舶、機械、石化、汽車、模具領域廣泛應用。
當前國家提倡節能減排、低能耗、高效率,對此我公司自2005年引進熱噴涂這項實用新技術。目前已經應用在往復壓縮機的生產制造過程中,在設備零件修復方面大量使用,對一些價值高昂的零件的修復再利用,節省了大量的資金,同時也為用戶的裝置恢復生產節省了大量的時間;同時因該技術的應用,對新產品制造中零件的強化工藝和制造工藝改變起到了極大促進作用,使其在很大程度上增加壽命和效率,節省原材料、節省功耗、提高效率,z*主要的是能降低成本,十分吻合我國現行的經濟政策。
熱噴涂技術簡介
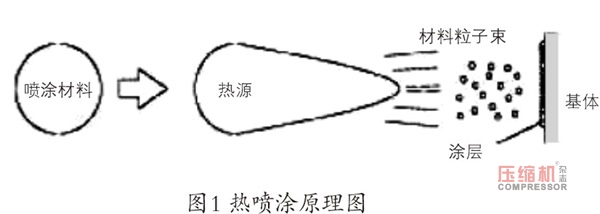
一直以來零件表面防護和強化始終是一個探討很熱烈的課題,而熱噴涂技術的應用,更加將其拓展開來,熱噴涂技術從原理上講是指用熱源(像電弧、等離子弧、燃燒火焰等),將絲狀或粉末狀的非金屬和金屬材料經過高溫熔解或半熔解狀態, 借助熱源本身的動力或者高速高壓的氣流將其霧化成顆粒狀態,形成一束粒子噴霧,以特定的速度噴射擊打在經過事先處理過的基體表面,與基體材料結合而形成一種附著力很強不亞于基體本身材料附著力的涂層,根據噴涂材料的不同可以形成耐磨、抗腐蝕等各種功能的表面涂層,其原理圖如圖1。
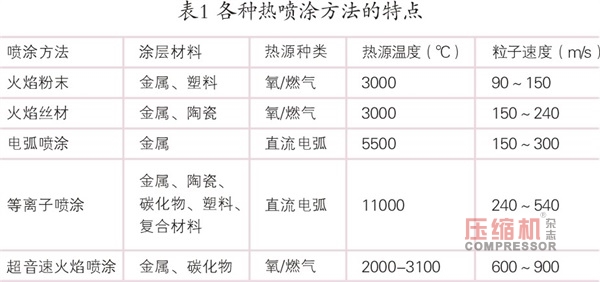
 常見的噴涂工藝大概有6種,分別為等離子噴涂、電弧噴涂、火焰粉末噴涂、火焰絲材噴涂、超音速火焰噴涂、低溫超音速火焰噴涂。每一種方法都有各自的優點與局限性,其應用范圍也各有不同,表1列舉了這些方法的基本工藝特點。通過熱噴涂技術可以在材料表面形成耐磨涂層、防腐涂層、抗高溫涂層、耐氧化涂層、導電涂層、絕緣涂層等各種功能的涂層。
在往復壓縮機行業上的應用
在往復壓縮機行業中,熱噴涂技術主要應用于零部件的表面耐磨(防腐)強化涂層的制造及修復,零部件尺寸恢復等方面。
1.曲軸的修復
曲軸是往復壓縮機的主要部件,常由于潤滑系統故障,致使主軸瓦及連桿瓦燒毀,對曲軸的軸徑和拐徑表面造成拉傷或燒傷,出現整圈的溝狀劃痕或裂紋,燒傷嚴重就會出現龜裂狀遍布整個徑面的微小裂紋。將表面的劃痕和裂紋磨削處理去掉后,探傷檢測后剩余軸徑盡管完好,尺寸卻小了很多,已不能繼續直接使用。針對曲軸這種損傷后常規的處理辦法是直接將軸徑的損傷磨掉,重新配加厚軸瓦。如果出現幾次事故后,一是軸徑尺寸會越修越小,z*后導致曲軸的安全系數不夠報廢;二是軸瓦的厚度尺寸就會出現很多種不利于壓縮機的維護和軸瓦的采購。針對這種情況,可采用電弧噴涂技術對損壞的曲軸進行修復。修復后恢復至曲軸原尺寸,保證了軸瓦的通用性,不用重新采購加厚瓦,且便于維護和采購管理。如果再次出現損傷后,可以將涂層磨去重新噴涂,保證曲軸的長期使用性。
常見的噴涂工藝大概有6種,分別為等離子噴涂、電弧噴涂、火焰粉末噴涂、火焰絲材噴涂、超音速火焰噴涂、低溫超音速火焰噴涂。每一種方法都有各自的優點與局限性,其應用范圍也各有不同,表1列舉了這些方法的基本工藝特點。通過熱噴涂技術可以在材料表面形成耐磨涂層、防腐涂層、抗高溫涂層、耐氧化涂層、導電涂層、絕緣涂層等各種功能的涂層。
在往復壓縮機行業上的應用
在往復壓縮機行業中,熱噴涂技術主要應用于零部件的表面耐磨(防腐)強化涂層的制造及修復,零部件尺寸恢復等方面。
1.曲軸的修復
曲軸是往復壓縮機的主要部件,常由于潤滑系統故障,致使主軸瓦及連桿瓦燒毀,對曲軸的軸徑和拐徑表面造成拉傷或燒傷,出現整圈的溝狀劃痕或裂紋,燒傷嚴重就會出現龜裂狀遍布整個徑面的微小裂紋。將表面的劃痕和裂紋磨削處理去掉后,探傷檢測后剩余軸徑盡管完好,尺寸卻小了很多,已不能繼續直接使用。針對曲軸這種損傷后常規的處理辦法是直接將軸徑的損傷磨掉,重新配加厚軸瓦。如果出現幾次事故后,一是軸徑尺寸會越修越小,z*后導致曲軸的安全系數不夠報廢;二是軸瓦的厚度尺寸就會出現很多種不利于壓縮機的維護和軸瓦的采購。針對這種情況,可采用電弧噴涂技術對損壞的曲軸進行修復。修復后恢復至曲軸原尺寸,保證了軸瓦的通用性,不用重新采購加厚瓦,且便于維護和采購管理。如果再次出現損傷后,可以將涂層磨去重新噴涂,保證曲軸的長期使用性。
往復壓縮機曲軸是一個尺寸精度高,整體形位公差要求嚴格的大型零件,修復的過程中要嚴格保證曲軸修復徑面的尺寸以及整體軸系的形位公差。常規的曲軸材料都是碳鋼和合金鋼,其性能和適應性非常適合熱噴涂工藝。控制涂層結合力在45 MPa左右,保證了一定的孔隙率。工作時潤滑油進入微孔,保證徑面上一定的含油量,能很容易形成油膜,故此金屬噴涂層具備了良好的耐磨效果。噴涂時在氣流的作用下曲軸的溫升不會增加很多,一般能夠控制在40℃上下,對曲軸本體的金相組織和變形可以忽略不計。其加工過程如下:
粗磨徑面→徑面除塵除油噴砂處理→噴底層涂層→噴涂耐磨涂層→精磨涂層表面至要求尺寸精度。
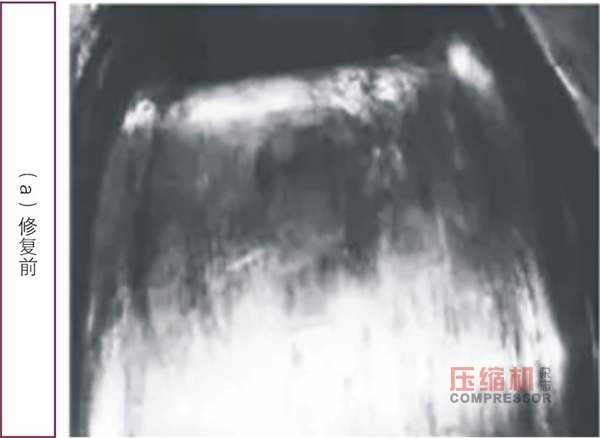
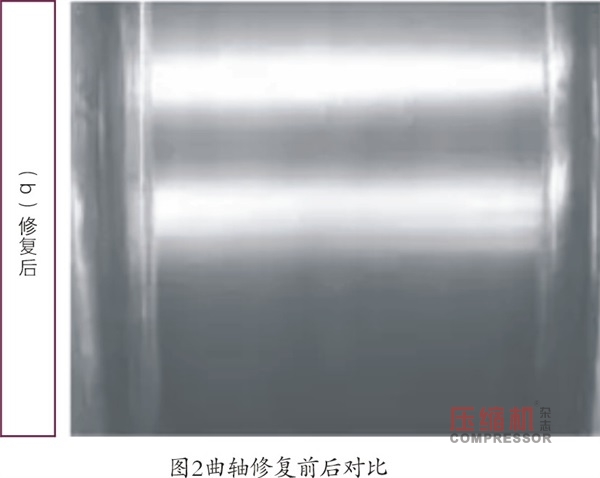
曲軸的安全系數較大,一般根據損傷情況大概磨去直徑尺寸1~1.5 mm左右,不會影響曲軸的安全性。粗磨去掉軸徑表面損傷痕跡后,磁粉或著色檢測無裂紋后,可直接進行修復。修復后的表面,應均勻無裂紋、夾雜等缺陷,硬度在HRC45以上,超過原材料本身的硬度,且耐磨性有較大提升。圖2為中石化揚子石化進口4M80壓縮機曲軸修復前、后的對比圖。
2.活塞桿摩擦面修復及噴涂碳化鎢耐磨涂層
活塞桿是往復壓縮機的重要零件,在設備進行過程中摩擦面不斷與填料摩擦,易造成活塞桿的磨損和劃傷。
活塞桿的常規材料有38CrMoAlA、42CrMo、20Cr13、17-4PH (僅用于H2S腐蝕環境)等等,與曲軸修復工藝一樣,也可采用電弧噴涂技術對損壞的活塞桿進行常規修復。
同時還可以采用超音速火焰噴涂工藝,噴涂碳化鎢耐磨涂層,可以極大地提高活塞桿的耐磨性。經過驗證,這種耐磨涂層的結合強度高于70MPa,經過鏡面拋光后,粗糙度可達到Ra0.1,其使用壽命為高頻淬火活塞桿的4倍。相對應的摩擦面(填料部位)的使用壽命也大幅提高。這種熱噴涂工藝,既可用于新活塞桿的表面強化,也可用于舊活塞桿修復,加工過程中基體金相組織不發生改變,保持原有力學性能;加工過程零件溫度低,不發生變形;適用性好,幾乎不受零件尺寸限制;具有良好的可拋光性;工藝簡單,生產周期短。其工藝過程如下:粗磨表面→表面預處理→噴涂耐磨涂層→涂層的機械加工(磨削加工)→拋光。
十字頭(滑履)噴涂巴氏合金涂層
巴氏合金是滑動軸承內表面的涂層材料,以前和現在的常規工藝都是采用手工氣焊將巴氏合金一點點融化后,一點點的滴抹在十字頭滑履表面。但在生產過程中,采用這種常規的工藝在加工車削后經常發現巴氏合金涂層有氣孔,更甚者因加工車削導致脫層、開裂等溶解貼合不完全的缺陷,遇到這些情況,z*后只能重新掛巴氏合金。
這樣對產品的質量和加工周期都會產生很大的不穩定性。采用電弧噴涂工藝制造巴氏合金涂層可有效避免上述缺點,并且生產效率高,成本低,質量穩定容易控制。另外,采用熱噴涂技術噴涂的的巴氏合金涂層與澆鑄組織相比,涂層很薄,分子顆粒更細小,結合力很強,保證一定的孔隙率使其具有良好的儲油效果,在摩擦副之間很容易形成油膜,其耐磨性較傳統澆鑄工藝提高很多倍,經使用驗證其使用壽命大概能提高2倍左右。其制造過程:粗車滑履表面→滑履表面除塵除油噴砂處理→噴涂粘接底層→噴涂巴氏合金涂層→車削加工。
經濟效益分析
以曲軸修復為例,購買一根4拐50t活塞力的曲軸的平均價格約為50萬元,周期約為2~3個月,而采用熱噴涂技術修復一根曲軸的價格約為2~6萬元,可以節約資金達90%~95%,費用極低,周期約為3天,更重要的是節約了能源和資源。采用熱噴涂工藝修復零件,具有及時性,減少了停產損失,無形中也給企業增加了效益。
再以噴涂碳化鎢涂層活塞桿為例,噴涂碳化鎢活塞桿的價格約為普通高頻淬火活塞桿的2倍,但是其使用壽命能達到普通活塞桿的4倍,延長了活塞桿的使用周期,節省了采購成本,同時給設備安全穩定運行帶來便利。
結語
熱噴涂技術在往復壓縮機行業經歷了20多年的發展,并逐漸被市場所認可。通過對壓縮機零件的強度計算,在滿足安全的前提下,作為零部件的尺寸修復、滿足和提升各種性能的要求擁有不可代替的優勢。隨著技術的發展,熱噴涂技術在往復壓縮機行業的應用能否進一步拓展,一些新型的材料能否在壓縮機行業得到應用,需要進一步的實驗驗證和系統的理論研究。
參考文獻
[1] 張平.熱噴涂材料[M].北京:國防工業出版社,2006.[2] 吳子健.熱噴涂技術與應用[M].北京:機械工業出版社,2006.
[3] 楊中元.鎳鋁復合絲和鎳鋁合金絲及其涂層[J].材料工程,2002,2.
[4] 張忠禮,等. 電弧噴涂錫基巴氏合金涂層的組織與性能
[J].焊接學報,2010,4.
【壓縮機網】分析了熱噴涂技術在往復壓縮機行業上的應用,利用熱噴涂技術對零件表面進行處理,改善表面耐磨性能,有效地延長零件使用壽命;對機械零件的磨損進行有效的修復,克服傳統修復的不足,發揮其獨特的修復優勢。
引言
熱噴涂技術誕生于20世紀初期,經過近一個世紀的發展,從簡單的工藝技術發展成集機械學、材料科學、熱動力學、高新技術和生物工程等專業為一體的完整的工業體系,已經在先進的制造技術中占有舉足輕重的位置。從鋼鐵零部件的抗磨、耐蝕,再到能起到特殊防護功能的涂層, 從中熱噴涂技術具備其他一些技術所不具備的特殊作用,現已在航空、航天、船舶、機械、石化、汽車、模具領域廣泛應用。
當前國家提倡節能減排、低能耗、高效率,對此我公司自2005年引進熱噴涂這項實用新技術。目前已經應用在往復壓縮機的生產制造過程中,在設備零件修復方面大量使用,對一些價值高昂的零件的修復再利用,節省了大量的資金,同時也為用戶的裝置恢復生產節省了大量的時間;同時因該技術的應用,對新產品制造中零件的強化工藝和制造工藝改變起到了極大促進作用,使其在很大程度上增加壽命和效率,節省原材料、節省功耗、提高效率,z*主要的是能降低成本,十分吻合我國現行的經濟政策。
熱噴涂技術簡介
一直以來零件表面防護和強化始終是一個探討很熱烈的課題,而熱噴涂技術的應用,更加將其拓展開來,熱噴涂技術從原理上講是指用熱源(像電弧、等離子弧、燃燒火焰等),將絲狀或粉末狀的非金屬和金屬材料經過高溫熔解或半熔解狀態, 借助熱源本身的動力或者高速高壓的氣流將其霧化成顆粒狀態,形成一束粒子噴霧,以特定的速度噴射擊打在經過事先處理過的基體表面,與基體材料結合而形成一種附著力很強不亞于基體本身材料附著力的涂層,根據噴涂材料的不同可以形成耐磨、抗腐蝕等各種功能的表面涂層,其原理圖如圖1。
常見的噴涂工藝大概有6種,分別為等離子噴涂、電弧噴涂、火焰粉末噴涂、火焰絲材噴涂、超音速火焰噴涂、低溫超音速火焰噴涂。每一種方法都有各自的優點與局限性,其應用范圍也各有不同,表1列舉了這些方法的基本工藝特點。通過熱噴涂技術可以在材料表面形成耐磨涂層、防腐涂層、抗高溫涂層、耐氧化涂層、導電涂層、絕緣涂層等各種功能的涂層。
在往復壓縮機行業上的應用
在往復壓縮機行業中,熱噴涂技術主要應用于零部件的表面耐磨(防腐)強化涂層的制造及修復,零部件尺寸恢復等方面。
1.曲軸的修復
曲軸是往復壓縮機的主要部件,常由于潤滑系統故障,致使主軸瓦及連桿瓦燒毀,對曲軸的軸徑和拐徑表面造成拉傷或燒傷,出現整圈的溝狀劃痕或裂紋,燒傷嚴重就會出現龜裂狀遍布整個徑面的微小裂紋。將表面的劃痕和裂紋磨削處理去掉后,探傷檢測后剩余軸徑盡管完好,尺寸卻小了很多,已不能繼續直接使用。針對曲軸這種損傷后常規的處理辦法是直接將軸徑的損傷磨掉,重新配加厚軸瓦。如果出現幾次事故后,一是軸徑尺寸會越修越小,z*后導致曲軸的安全系數不夠報廢;二是軸瓦的厚度尺寸就會出現很多種不利于壓縮機的維護和軸瓦的采購。針對這種情況,可采用電弧噴涂技術對損壞的曲軸進行修復。修復后恢復至曲軸原尺寸,保證了軸瓦的通用性,不用重新采購加厚瓦,且便于維護和采購管理。如果再次出現損傷后,可以將涂層磨去重新噴涂,保證曲軸的長期使用性。
往復壓縮機曲軸是一個尺寸精度高,整體形位公差要求嚴格的大型零件,修復的過程中要嚴格保證曲軸修復徑面的尺寸以及整體軸系的形位公差。常規的曲軸材料都是碳鋼和合金鋼,其性能和適應性非常適合熱噴涂工藝。控制涂層結合力在45 MPa左右,保證了一定的孔隙率。工作時潤滑油進入微孔,保證徑面上一定的含油量,能很容易形成油膜,故此金屬噴涂層具備了良好的耐磨效果。噴涂時在氣流的作用下曲軸的溫升不會增加很多,一般能夠控制在40℃上下,對曲軸本體的金相組織和變形可以忽略不計。其加工過程如下:
粗磨徑面→徑面除塵除油噴砂處理→噴底層涂層→噴涂耐磨涂層→精磨涂層表面至要求尺寸精度。
曲軸的安全系數較大,一般根據損傷情況大概磨去直徑尺寸1~1.5 mm左右,不會影響曲軸的安全性。粗磨去掉軸徑表面損傷痕跡后,磁粉或著色檢測無裂紋后,可直接進行修復。修復后的表面,應均勻無裂紋、夾雜等缺陷,硬度在HRC45以上,超過原材料本身的硬度,且耐磨性有較大提升。圖2為中石化揚子石化進口4M80壓縮機曲軸修復前、后的對比圖。
2.活塞桿摩擦面修復及噴涂碳化鎢耐磨涂層
活塞桿是往復壓縮機的重要零件,在設備進行過程中摩擦面不斷與填料摩擦,易造成活塞桿的磨損和劃傷。
活塞桿的常規材料有38CrMoAlA、42CrMo、20Cr13、17-4PH (僅用于H2S腐蝕環境)等等,與曲軸修復工藝一樣,也可采用電弧噴涂技術對損壞的活塞桿進行常規修復。
同時還可以采用超音速火焰噴涂工藝,噴涂碳化鎢耐磨涂層,可以極大地提高活塞桿的耐磨性。經過驗證,這種耐磨涂層的結合強度高于70MPa,經過鏡面拋光后,粗糙度可達到Ra0.1,其使用壽命為高頻淬火活塞桿的4倍。相對應的摩擦面(填料部位)的使用壽命也大幅提高。這種熱噴涂工藝,既可用于新活塞桿的表面強化,也可用于舊活塞桿修復,加工過程中基體金相組織不發生改變,保持原有力學性能;加工過程零件溫度低,不發生變形;適用性好,幾乎不受零件尺寸限制;具有良好的可拋光性;工藝簡單,生產周期短。其工藝過程如下:粗磨表面→表面預處理→噴涂耐磨涂層→涂層的機械加工(磨削加工)→拋光。
十字頭(滑履)噴涂巴氏合金涂層
巴氏合金是滑動軸承內表面的涂層材料,以前和現在的常規工藝都是采用手工氣焊將巴氏合金一點點融化后,一點點的滴抹在十字頭滑履表面。但在生產過程中,采用這種常規的工藝在加工車削后經常發現巴氏合金涂層有氣孔,更甚者因加工車削導致脫層、開裂等溶解貼合不完全的缺陷,遇到這些情況,z*后只能重新掛巴氏合金。
這樣對產品的質量和加工周期都會產生很大的不穩定性。采用電弧噴涂工藝制造巴氏合金涂層可有效避免上述缺點,并且生產效率高,成本低,質量穩定容易控制。另外,采用熱噴涂技術噴涂的的巴氏合金涂層與澆鑄組織相比,涂層很薄,分子顆粒更細小,結合力很強,保證一定的孔隙率使其具有良好的儲油效果,在摩擦副之間很容易形成油膜,其耐磨性較傳統澆鑄工藝提高很多倍,經使用驗證其使用壽命大概能提高2倍左右。其制造過程:粗車滑履表面→滑履表面除塵除油噴砂處理→噴涂粘接底層→噴涂巴氏合金涂層→車削加工。
經濟效益分析
以曲軸修復為例,購買一根4拐50t活塞力的曲軸的平均價格約為50萬元,周期約為2~3個月,而采用熱噴涂技術修復一根曲軸的價格約為2~6萬元,可以節約資金達90%~95%,費用極低,周期約為3天,更重要的是節約了能源和資源。采用熱噴涂工藝修復零件,具有及時性,減少了停產損失,無形中也給企業增加了效益。
再以噴涂碳化鎢涂層活塞桿為例,噴涂碳化鎢活塞桿的價格約為普通高頻淬火活塞桿的2倍,但是其使用壽命能達到普通活塞桿的4倍,延長了活塞桿的使用周期,節省了采購成本,同時給設備安全穩定運行帶來便利。
結語
熱噴涂技術在往復壓縮機行業經歷了20多年的發展,并逐漸被市場所認可。通過對壓縮機零件的強度計算,在滿足安全的前提下,作為零部件的尺寸修復、滿足和提升各種性能的要求擁有不可代替的優勢。隨著技術的發展,熱噴涂技術在往復壓縮機行業的應用能否進一步拓展,一些新型的材料能否在壓縮機行業得到應用,需要進一步的實驗驗證和系統的理論研究。
參考文獻
[1] 張平.熱噴涂材料[M].北京:國防工業出版社,2006.[2] 吳子健.熱噴涂技術與應用[M].北京:機械工業出版社,2006.
[3] 楊中元.鎳鋁復合絲和鎳鋁合金絲及其涂層[J].材料工程,2002,2.
[4] 張忠禮,等. 電弧噴涂錫基巴氏合金涂層的組織與性能
[J].焊接學報,2010,4.

網友評論
條評論
最新評論