

【壓縮機(jī)網(wǎng)】鎮(zhèn)海煉化公司450kt/a聚乙烯裝置循環(huán)氣壓縮機(jī)K-4003是引進(jìn)日本KOBELCO神戶制鋼公司產(chǎn)品,型號為DH9M。該壓縮機(jī)為聚乙烯裝置反應(yīng)器流化提供動力,是聚合單元的核心和關(guān)鍵設(shè)備,一旦停運(yùn),將造成全裝置停車,甚至反應(yīng)器暴聚。
自2010年初聚乙烯裝置開車至今,干氣密封多次發(fā)生堵塞情況,造成反應(yīng)器工況波動,既威脅到裝置的平穩(wěn)運(yùn)行,也增加了聚乙烯裝置的能耗和單耗。而且每次拆裝壓縮機(jī)清堵,聚乙烯裝置需停工5天,影響了裝置的長周期運(yùn)行,也影響了整個公司的乙烯平衡。
針對此壓縮機(jī)干氣密封出現(xiàn)的問題,分析了機(jī)組近一年半的運(yùn)行情況,與廠家及兄弟企業(yè)溝通后,找到了密封堵塞的原因,并利用停工檢修的機(jī)會,對干氣密封梳齒密封套做了改進(jìn),增加了配合盤,目前機(jī)組干氣密封運(yùn)行狀況良好。
 1、循環(huán)氣壓縮機(jī)干氣密封介紹及循環(huán)氣壓縮機(jī)簡介
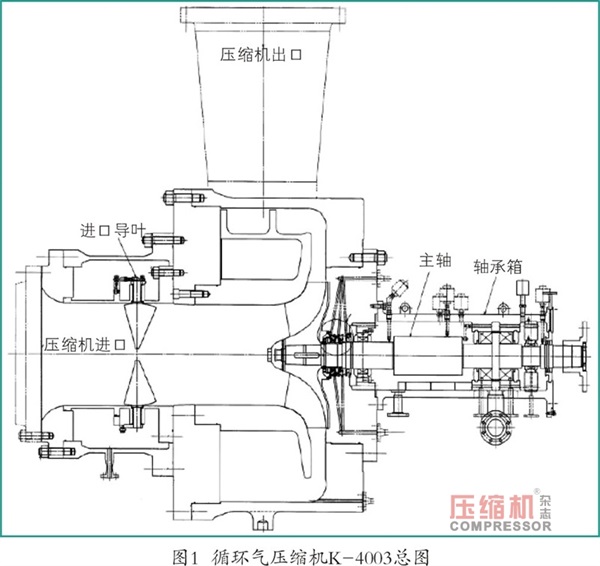
循環(huán)氣壓縮機(jī)K-4003是一臺單級恒速懸臂式離心壓縮機(jī),由電動機(jī)驅(qū)動,配有緊急狀態(tài)下可驅(qū)動壓縮機(jī)的透平KT-4003。軸封采用串聯(lián)式干氣密封,密封位于葉輪背部,防止工藝氣泄漏到大氣中,配有復(fù)雜的氣體密封、排放管路,以及密封運(yùn)行狀態(tài)檢測儀表。壓縮機(jī)總圖見圖1。
1、循環(huán)氣壓縮機(jī)干氣密封介紹及循環(huán)氣壓縮機(jī)簡介
循環(huán)氣壓縮機(jī)K-4003是一臺單級恒速懸臂式離心壓縮機(jī),由電動機(jī)驅(qū)動,配有緊急狀態(tài)下可驅(qū)動壓縮機(jī)的透平KT-4003。軸封采用串聯(lián)式干氣密封,密封位于葉輪背部,防止工藝氣泄漏到大氣中,配有復(fù)雜的氣體密封、排放管路,以及密封運(yùn)行狀態(tài)檢測儀表。壓縮機(jī)總圖見圖1。
 干氣密封詳解
循環(huán)氣壓縮機(jī)K-4003采用的干氣密封是John Crane公司生產(chǎn),型號為28AT Tandem with Intermediate Labyrinth,約翰克蘭28AT型串聯(lián)式帶迷宮密封式干氣密封。密封尺寸7.375英寸,壓縮機(jī)軸直徑150mm。
密封的工藝氣介質(zhì)成分為:40.53%C2H4,23.49%N2,17.76%H2,8.42%C5H12以及少量粉末。密封設(shè)計壓力3.83MPa,設(shè)計溫度0~170℃,正常使用溫度40℃。
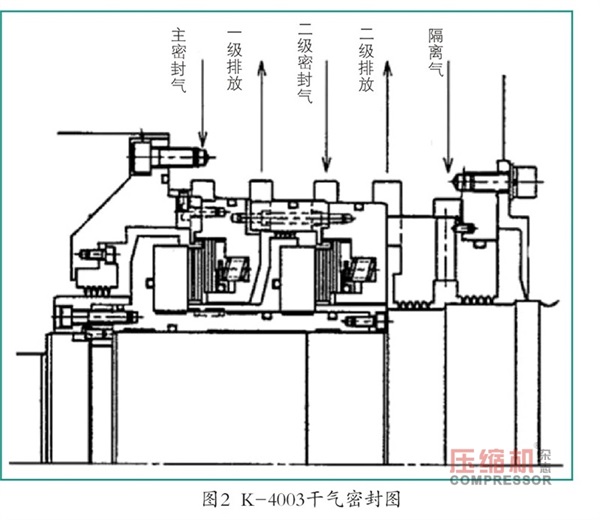
K-4003干氣密封是典型的串聯(lián)式干氣密封,兩道干氣密封串聯(lián)使用。第一道為主密封,它承擔(dān)著主要隔離密封工藝氣的作用,是z*主要的一道密封。第二道為輔助密封,起到第二次密封作用。通過兩道密封基本可以做到零泄漏。在干氣密封的z*后還有一道油封,采用的是迷宮式密封,作用是隔離干氣密封和潤滑油。如果潤滑油沿軸進(jìn)入干氣密封動靜環(huán)之間,就會破壞氣膜剛度,造成氣膜不穩(wěn)定,從而瞬間損壞干氣密封。K-4003的干氣密封結(jié)構(gòu)圖見圖2。
干氣密封詳解
循環(huán)氣壓縮機(jī)K-4003采用的干氣密封是John Crane公司生產(chǎn),型號為28AT Tandem with Intermediate Labyrinth,約翰克蘭28AT型串聯(lián)式帶迷宮密封式干氣密封。密封尺寸7.375英寸,壓縮機(jī)軸直徑150mm。
密封的工藝氣介質(zhì)成分為:40.53%C2H4,23.49%N2,17.76%H2,8.42%C5H12以及少量粉末。密封設(shè)計壓力3.83MPa,設(shè)計溫度0~170℃,正常使用溫度40℃。
K-4003干氣密封是典型的串聯(lián)式干氣密封,兩道干氣密封串聯(lián)使用。第一道為主密封,它承擔(dān)著主要隔離密封工藝氣的作用,是z*主要的一道密封。第二道為輔助密封,起到第二次密封作用。通過兩道密封基本可以做到零泄漏。在干氣密封的z*后還有一道油封,采用的是迷宮式密封,作用是隔離干氣密封和潤滑油。如果潤滑油沿軸進(jìn)入干氣密封動靜環(huán)之間,就會破壞氣膜剛度,造成氣膜不穩(wěn)定,從而瞬間損壞干氣密封。K-4003的干氣密封結(jié)構(gòu)圖見圖2。
 干氣密封輔助密封氣流程及監(jiān)控
干氣密封輔助密封氣系統(tǒng)是必不可少的,它與干氣密封的主體兩部分相輔相成。其中進(jìn)干氣密封的共有3路氣,分別為主密封氣,二級密封氣,隔離氣。出干氣密封的共有2路氣,分別為排放至火炬的一級排放氣,放空的二級排放氣。圖3為干氣密封輔助控制系統(tǒng)流程圖。
干氣密封輔助密封氣流程及監(jiān)控
干氣密封輔助密封氣系統(tǒng)是必不可少的,它與干氣密封的主體兩部分相輔相成。其中進(jìn)干氣密封的共有3路氣,分別為主密封氣,二級密封氣,隔離氣。出干氣密封的共有2路氣,分別為排放至火炬的一級排放氣,放空的二級排放氣。圖3為干氣密封輔助控制系統(tǒng)流程圖。
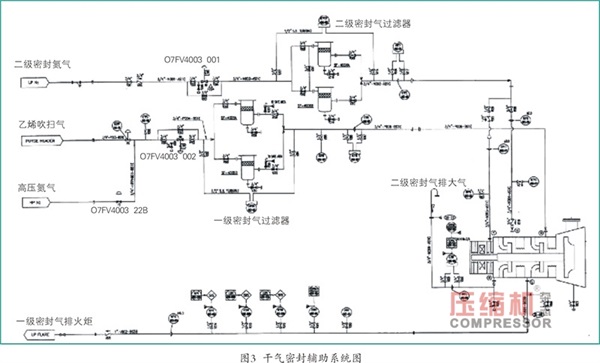 主密封氣通過調(diào)節(jié)閥07FV4003-002,經(jīng)過濾器(精度為2μm)、流量計后進(jìn)入干氣密封一級密封腔,進(jìn)氣流量控制為220Nm3/h,設(shè)計控制壓力為3.21MPaG。大部分密封氣經(jīng)過梳齒迷宮密封進(jìn)入壓縮機(jī)機(jī)體內(nèi)部與介質(zhì)混合,小部分密封氣由第一道密封端面進(jìn)入一級密封排放腔。主密封氣有兩處來源,為乙烯氣和高壓氮?dú)狻?/div>
機(jī)組啟動前,通過開副線上的常關(guān)電磁閥07HV4003-22B引高壓精制氮?dú)庾鳛槊芊鈿猓粰C(jī)組正常運(yùn)行后,切換至乙烯作為主密封氣。同時一級排放氣經(jīng)孔板單向閥放入火炬,正常流量為15Nm3/h ,壓力為0.05MPaG,在一級排放氣管線上設(shè)有壓力報警H:0.1MPaG和壓力聯(lián)鎖。壓力聯(lián)鎖為3取2的系統(tǒng)聯(lián)鎖,其中HH:0.15MPaG,HHH:0.2MPaG。一旦一級密封失效,排放管線壓力上升,HH和HHH分別對應(yīng)系統(tǒng)聯(lián)鎖中1型,2型停車。
二級密封氮?dú)?(壓力為0.45MPa)經(jīng)過調(diào)節(jié)閥07FV4003-001后,再經(jīng)過濾器(精度為2μm),設(shè)定流量控制為25Nm3/h。通過流量計后分為兩路,一路為二級密封氣,一路為隔離氣。二級密封氣經(jīng)過φ2.5mm孔板,流量為15Nm3/h,壓力為0.2MPaG,大部分經(jīng)迷宮密封進(jìn)入一級密封排放腔,小部分由第二道密封端面進(jìn)入二級密封排放腔,并經(jīng)流量計測量后放空,設(shè)置了報警值H:10Nm3/h。
隔離氣是密封氮?dú)馄渲幸宦罚c二級密封氣分路后,經(jīng)過一單向閥,通過φ2.0mm孔板,流量為10Nm3/h,壓力為0.2MPaG。進(jìn)入隔離氣腔,其中一部分經(jīng)迷宮密封進(jìn)入二級密封排放腔;另一部分由另一側(cè)的迷宮密封進(jìn)入軸承箱后放空。
主密封氣通過調(diào)節(jié)閥07FV4003-002,經(jīng)過濾器(精度為2μm)、流量計后進(jìn)入干氣密封一級密封腔,進(jìn)氣流量控制為220Nm3/h,設(shè)計控制壓力為3.21MPaG。大部分密封氣經(jīng)過梳齒迷宮密封進(jìn)入壓縮機(jī)機(jī)體內(nèi)部與介質(zhì)混合,小部分密封氣由第一道密封端面進(jìn)入一級密封排放腔。主密封氣有兩處來源,為乙烯氣和高壓氮?dú)狻?/div>
機(jī)組啟動前,通過開副線上的常關(guān)電磁閥07HV4003-22B引高壓精制氮?dú)庾鳛槊芊鈿猓粰C(jī)組正常運(yùn)行后,切換至乙烯作為主密封氣。同時一級排放氣經(jīng)孔板單向閥放入火炬,正常流量為15Nm3/h ,壓力為0.05MPaG,在一級排放氣管線上設(shè)有壓力報警H:0.1MPaG和壓力聯(lián)鎖。壓力聯(lián)鎖為3取2的系統(tǒng)聯(lián)鎖,其中HH:0.15MPaG,HHH:0.2MPaG。一旦一級密封失效,排放管線壓力上升,HH和HHH分別對應(yīng)系統(tǒng)聯(lián)鎖中1型,2型停車。
二級密封氮?dú)?(壓力為0.45MPa)經(jīng)過調(diào)節(jié)閥07FV4003-001后,再經(jīng)過濾器(精度為2μm),設(shè)定流量控制為25Nm3/h。通過流量計后分為兩路,一路為二級密封氣,一路為隔離氣。二級密封氣經(jīng)過φ2.5mm孔板,流量為15Nm3/h,壓力為0.2MPaG,大部分經(jīng)迷宮密封進(jìn)入一級密封排放腔,小部分由第二道密封端面進(jìn)入二級密封排放腔,并經(jīng)流量計測量后放空,設(shè)置了報警值H:10Nm3/h。
隔離氣是密封氮?dú)馄渲幸宦罚c二級密封氣分路后,經(jīng)過一單向閥,通過φ2.0mm孔板,流量為10Nm3/h,壓力為0.2MPaG。進(jìn)入隔離氣腔,其中一部分經(jīng)迷宮密封進(jìn)入二級密封排放腔;另一部分由另一側(cè)的迷宮密封進(jìn)入軸承箱后放空。
2、壓縮機(jī)干氣密封故障現(xiàn)象
2010年10月,監(jiān)控第一次發(fā)現(xiàn)一級干氣密封氣供氣壓力逐漸上升,同時調(diào)節(jié)閥07FV4003-002閥位從12%逐漸開大,而一級密封氣流量變化不大。隨后調(diào)節(jié)閥07FV4003-002的閥位到100%的情況下一級密封氣流量逐漸下降,z*小時曾到108Nm3/h,接近低報值100Nm3/h,調(diào)節(jié)閥后供氣壓力達(dá)到2.9MPa,僅略低于吹掃氣源壓力,高于反應(yīng)器系統(tǒng)壓力0.5~0.6MPa。
在此情況出現(xiàn)后,工藝調(diào)整將一級干氣密封氣切至高壓氮?dú)夂螅闆r好轉(zhuǎn),調(diào)節(jié)閥閥位恢復(fù)到12%左右,壓力流量也恢復(fù)正常。從此情況出現(xiàn)至壓縮機(jī)檢修期間,嘗試切回乙烯氣3~4次,一級密封氣切回乙烯氣后,立即出現(xiàn)閥位上升,流量下降的情況,所以只能維持高壓氮?dú)庾鳛槊芊鈿狻?/div>
初步原因分析
上述情況的出現(xiàn),我們可以得出:
1)干氣密封主體未故障。因?yàn)橐患壟呕鹁鎵毫φ!⒍壟糯髿饬髁空#f明未有大量工藝氣從干氣密封動靜環(huán)密封處泄漏。動靜密封工作正常。
2)無法用乙烯作為一級密封氣,但可以用高壓氮?dú)庾鳛槊芊鈿狻?/div>
針對上述兩點(diǎn),我們作了以下分析:壓縮機(jī)可以繼續(xù)使用,但一級密封氣必須使用高壓氮?dú)狻A硗猓诟蓺饷芊庖患壝芊馇恢寥~輪背部這段范圍內(nèi)存在流道減小現(xiàn)象,但僅針對用乙烯氣作吹掃氣時。
聚乙烯反應(yīng)方程式:
 乙烯與高壓氮?dú)獾膮^(qū)別在于,一旦存在催化劑,在合適的溫度和壓力下即可反應(yīng)生產(chǎn)聚乙烯。葉輪背部梳齒處與反應(yīng)器條件相同,壓力2.3MPa,溫度88℃,循環(huán)氣內(nèi)也含有部分少量催化劑顆粒。我們懷疑,聚乙烯粉料及部分催化劑夾帶在循環(huán)氣中聚集在葉輪背部一級密封疏齒附近,若吹掃氣為純乙烯,則會和梳齒中夾帶的催化劑反應(yīng),在此處反應(yīng)形成聚乙烯,堵塞疏齒,造成壓力上升,流量下降。
從推測來看,已經(jīng)有聚乙烯粉末與催化劑在葉輪背部,干氣密封梳齒處聚集。為維持壓縮機(jī)正常運(yùn)行,一級密封氣只能切換為高壓氮?dú)狻5獨(dú)獠缓鸵蚁┐呋瘎┓磻?yīng),可以維持梳齒密封處聚乙烯不再“長大”,但220Nm3/h的氮?dú)饬窟M(jìn)入反應(yīng)器后,對反應(yīng)器的壓力和組分都有非常大的影響,要通過不間斷的放火炬來維持生產(chǎn),增加了裝置的能耗與單耗。
2010年12月,聚乙烯裝置大修期間對循環(huán)氣壓縮機(jī)K-4003解體檢修,壓縮機(jī)轉(zhuǎn)子整體吊出,拆除葉輪后發(fā)現(xiàn)葉輪背部殼體被一層黑色的二茂鉻與聚乙烯粉料塑化后的產(chǎn)物所覆蓋,而干氣密封疏齒外部被一層灰色的物質(zhì)所覆蓋。分析為二茂鉻與聚乙烯混合物。見圖4,圖5。這也驗(yàn)證了我們此前的分析。
乙烯與高壓氮?dú)獾膮^(qū)別在于,一旦存在催化劑,在合適的溫度和壓力下即可反應(yīng)生產(chǎn)聚乙烯。葉輪背部梳齒處與反應(yīng)器條件相同,壓力2.3MPa,溫度88℃,循環(huán)氣內(nèi)也含有部分少量催化劑顆粒。我們懷疑,聚乙烯粉料及部分催化劑夾帶在循環(huán)氣中聚集在葉輪背部一級密封疏齒附近,若吹掃氣為純乙烯,則會和梳齒中夾帶的催化劑反應(yīng),在此處反應(yīng)形成聚乙烯,堵塞疏齒,造成壓力上升,流量下降。
從推測來看,已經(jīng)有聚乙烯粉末與催化劑在葉輪背部,干氣密封梳齒處聚集。為維持壓縮機(jī)正常運(yùn)行,一級密封氣只能切換為高壓氮?dú)狻5獨(dú)獠缓鸵蚁┐呋瘎┓磻?yīng),可以維持梳齒密封處聚乙烯不再“長大”,但220Nm3/h的氮?dú)饬窟M(jìn)入反應(yīng)器后,對反應(yīng)器的壓力和組分都有非常大的影響,要通過不間斷的放火炬來維持生產(chǎn),增加了裝置的能耗與單耗。
2010年12月,聚乙烯裝置大修期間對循環(huán)氣壓縮機(jī)K-4003解體檢修,壓縮機(jī)轉(zhuǎn)子整體吊出,拆除葉輪后發(fā)現(xiàn)葉輪背部殼體被一層黑色的二茂鉻與聚乙烯粉料塑化后的產(chǎn)物所覆蓋,而干氣密封疏齒外部被一層灰色的物質(zhì)所覆蓋。分析為二茂鉻與聚乙烯混合物。見圖4,圖5。這也驗(yàn)證了我們此前的分析。
 清理完葉輪背部的聚乙烯樹脂后,繼續(xù)拆下干氣密封梳齒套后發(fā)現(xiàn)梳齒內(nèi)已有結(jié)塊的聚乙烯樹脂與黑色的二茂鉻,與梳齒配合的軸套已經(jīng)磨損。說明梳齒內(nèi)聚乙烯結(jié)垢已非常嚴(yán)重,長時間摩擦已損壞軸套。見圖6,圖7。因?yàn)槟p較嚴(yán)重,所以更換了梳齒和軸套。拆檢后繼續(xù)分析梳齒堵塞的原因?yàn)殚_工時用二茂鉻噴涂反應(yīng)器內(nèi)壁時二茂鉻也進(jìn)入了梳齒,同時在葉輪背部壓縮機(jī)殼體上也噴涂了一層二茂鉻,使葉輪背部吹掃流道變窄,更加劇了梳齒結(jié)垢后堵塞。
清理完葉輪背部的聚乙烯樹脂后,繼續(xù)拆下干氣密封梳齒套后發(fā)現(xiàn)梳齒內(nèi)已有結(jié)塊的聚乙烯樹脂與黑色的二茂鉻,與梳齒配合的軸套已經(jīng)磨損。說明梳齒內(nèi)聚乙烯結(jié)垢已非常嚴(yán)重,長時間摩擦已損壞軸套。見圖6,圖7。因?yàn)槟p較嚴(yán)重,所以更換了梳齒和軸套。拆檢后繼續(xù)分析梳齒堵塞的原因?yàn)殚_工時用二茂鉻噴涂反應(yīng)器內(nèi)壁時二茂鉻也進(jìn)入了梳齒,同時在葉輪背部壓縮機(jī)殼體上也噴涂了一層二茂鉻,使葉輪背部吹掃流道變窄,更加劇了梳齒結(jié)垢后堵塞。
 檢修后投用情況及原因再分析
壓縮機(jī)檢修開車后恢復(fù)正常,恢復(fù)乙烯氣為一級密封吹掃氣,壓力流量正常。2011年6月聚乙烯裝置轉(zhuǎn)產(chǎn)DJL-2420牌號粉料后,發(fā)現(xiàn)07FV4003-002閥位再次增大,出現(xiàn)了與2010年10月相同的情況。乙烯氣無法作為一級密封氣,只能使用高壓氮?dú)狻E袛酁楦蓺饷芊馐猃X處再次堵塞,所以堵塞的主要原因不是二茂鉻堵塞流道,還有其他主要因素被忽略了。
結(jié)合兩次堵塞情況,可以看出梳齒堵塞是一個緩慢的過程,其他因素只是加快或減緩其堵塞的速度。但是兩次梳齒處堵塞的共同點(diǎn)說明梳齒處壓力肯定出現(xiàn)低點(diǎn),有工藝氣夾帶催化劑從葉輪背部進(jìn)入此處。
經(jīng)過對兩次堵塞的過程及一次壓縮機(jī)拆檢維修,我們再次分析:作為一級密封氣的乙烯氣進(jìn)入干氣密封前壓力為2.36MPa,僅比反應(yīng)器壓力高0.15MPa,當(dāng)密封氣經(jīng)過梳齒后壓力進(jìn)一步下降,關(guān)鍵在齒套后是一個由葉輪背部中心與干氣密封梳齒座組成的大空腔,見圖8標(biāo)記部分。
檢修后投用情況及原因再分析
壓縮機(jī)檢修開車后恢復(fù)正常,恢復(fù)乙烯氣為一級密封吹掃氣,壓力流量正常。2011年6月聚乙烯裝置轉(zhuǎn)產(chǎn)DJL-2420牌號粉料后,發(fā)現(xiàn)07FV4003-002閥位再次增大,出現(xiàn)了與2010年10月相同的情況。乙烯氣無法作為一級密封氣,只能使用高壓氮?dú)狻E袛酁楦蓺饷芊馐猃X處再次堵塞,所以堵塞的主要原因不是二茂鉻堵塞流道,還有其他主要因素被忽略了。
結(jié)合兩次堵塞情況,可以看出梳齒堵塞是一個緩慢的過程,其他因素只是加快或減緩其堵塞的速度。但是兩次梳齒處堵塞的共同點(diǎn)說明梳齒處壓力肯定出現(xiàn)低點(diǎn),有工藝氣夾帶催化劑從葉輪背部進(jìn)入此處。
經(jīng)過對兩次堵塞的過程及一次壓縮機(jī)拆檢維修,我們再次分析:作為一級密封氣的乙烯氣進(jìn)入干氣密封前壓力為2.36MPa,僅比反應(yīng)器壓力高0.15MPa,當(dāng)密封氣經(jīng)過梳齒后壓力進(jìn)一步下降,關(guān)鍵在齒套后是一個由葉輪背部中心與干氣密封梳齒座組成的大空腔,見圖8標(biāo)記部分。
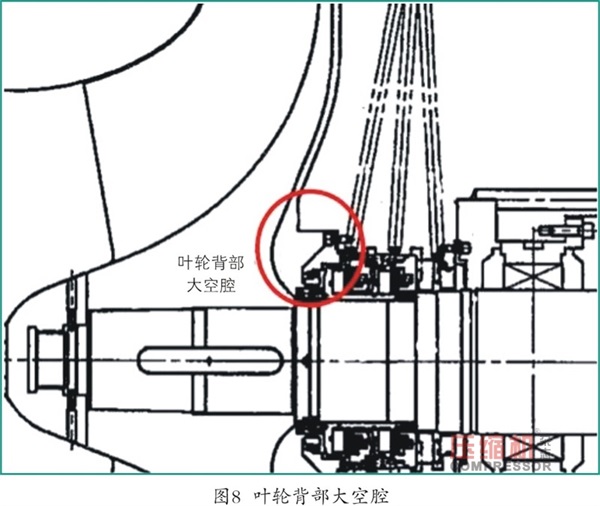 經(jīng)過減壓后的一級密封氣進(jìn)入此空腔后,壓力再次迅速下降,瞬時可能比反應(yīng)器壓力低,即使密封吹掃氣有200Nm3/h流量,但壓降不穩(wěn)定,整個葉輪背部存在“返混”和“渦流”的現(xiàn)象,在長時間作用下,反應(yīng)器內(nèi)帶有催化劑的工藝氣進(jìn)入到此處,再與作為密封氣的乙烯氣反應(yīng)產(chǎn)生聚乙烯,與工藝氣中的聚乙烯粉末一起慢慢在梳齒處積聚,此過程緩慢發(fā)展,z*終堵塞梳齒,在梳齒后長成大塊聚乙烯。特別是生產(chǎn)較細(xì)顆粒的DJL-2420粉料時,更加劇了梳齒處結(jié)塊速度。一旦梳齒處有結(jié)塊的聚乙烯生成,則無法用純乙烯氣作為一級密封吹掃氣。出現(xiàn)了本文提及的故障現(xiàn)象。
解決方法及措施
循環(huán)氣壓縮機(jī)K-4003干氣密封梳齒出現(xiàn)兩次故障后,在咨詢廠家及與兄弟單位溝通后,提出了以下三條解決方法:
1.在日常的運(yùn)行時,增大一級密封吹掃氣的流量,使密封梳齒后僅可能正壓,阻止細(xì)粉及催化劑進(jìn)入葉輪背部。
2.在乙烯吹掃氣中加入ppb級氧氣(氧氣為聚乙烯催化劑毒物),使密封吹掃氣在經(jīng)過梳齒后使葉輪背部的催化劑中毒,阻止此處反應(yīng)的進(jìn)行。
3.封堵葉輪背部與梳齒座之間的大空腔,使密封吹掃氣壓降均勻且大于反應(yīng)器壓力,阻止反應(yīng)器的催化劑進(jìn)入葉輪背部。
第一條已在平時實(shí)施中發(fā)現(xiàn)效果不明顯,因?yàn)樵诘谝淮味氯l(fā)生后即適當(dāng)提高了吹掃的流量,但是第二次仍然發(fā)生堵塞,所以此方法效果不明顯。
第二條是兄弟單位采用的方法,據(jù)反映有一定的效果。但是較難控制,一旦失誤,大量催化劑毒物進(jìn)入反應(yīng)器,將造成反應(yīng)器停車,影響太大。另外,需增加較多的設(shè)備,并且使催化劑中毒也會影響正常反應(yīng)的效率。此方法也暫不考慮。
第三條可通過改造干氣密封梳齒座來實(shí)現(xiàn)。
干氣密封結(jié)構(gòu)改進(jìn)
找到了干起密封齒套堵塞的原因,決定對干氣密封梳齒座進(jìn)行改造。見圖9。
經(jīng)過減壓后的一級密封氣進(jìn)入此空腔后,壓力再次迅速下降,瞬時可能比反應(yīng)器壓力低,即使密封吹掃氣有200Nm3/h流量,但壓降不穩(wěn)定,整個葉輪背部存在“返混”和“渦流”的現(xiàn)象,在長時間作用下,反應(yīng)器內(nèi)帶有催化劑的工藝氣進(jìn)入到此處,再與作為密封氣的乙烯氣反應(yīng)產(chǎn)生聚乙烯,與工藝氣中的聚乙烯粉末一起慢慢在梳齒處積聚,此過程緩慢發(fā)展,z*終堵塞梳齒,在梳齒后長成大塊聚乙烯。特別是生產(chǎn)較細(xì)顆粒的DJL-2420粉料時,更加劇了梳齒處結(jié)塊速度。一旦梳齒處有結(jié)塊的聚乙烯生成,則無法用純乙烯氣作為一級密封吹掃氣。出現(xiàn)了本文提及的故障現(xiàn)象。
解決方法及措施
循環(huán)氣壓縮機(jī)K-4003干氣密封梳齒出現(xiàn)兩次故障后,在咨詢廠家及與兄弟單位溝通后,提出了以下三條解決方法:
1.在日常的運(yùn)行時,增大一級密封吹掃氣的流量,使密封梳齒后僅可能正壓,阻止細(xì)粉及催化劑進(jìn)入葉輪背部。
2.在乙烯吹掃氣中加入ppb級氧氣(氧氣為聚乙烯催化劑毒物),使密封吹掃氣在經(jīng)過梳齒后使葉輪背部的催化劑中毒,阻止此處反應(yīng)的進(jìn)行。
3.封堵葉輪背部與梳齒座之間的大空腔,使密封吹掃氣壓降均勻且大于反應(yīng)器壓力,阻止反應(yīng)器的催化劑進(jìn)入葉輪背部。
第一條已在平時實(shí)施中發(fā)現(xiàn)效果不明顯,因?yàn)樵诘谝淮味氯l(fā)生后即適當(dāng)提高了吹掃的流量,但是第二次仍然發(fā)生堵塞,所以此方法效果不明顯。
第二條是兄弟單位采用的方法,據(jù)反映有一定的效果。但是較難控制,一旦失誤,大量催化劑毒物進(jìn)入反應(yīng)器,將造成反應(yīng)器停車,影響太大。另外,需增加較多的設(shè)備,并且使催化劑中毒也會影響正常反應(yīng)的效率。此方法也暫不考慮。
第三條可通過改造干氣密封梳齒座來實(shí)現(xiàn)。
干氣密封結(jié)構(gòu)改進(jìn)
找到了干起密封齒套堵塞的原因,決定對干氣密封梳齒座進(jìn)行改造。見圖9。
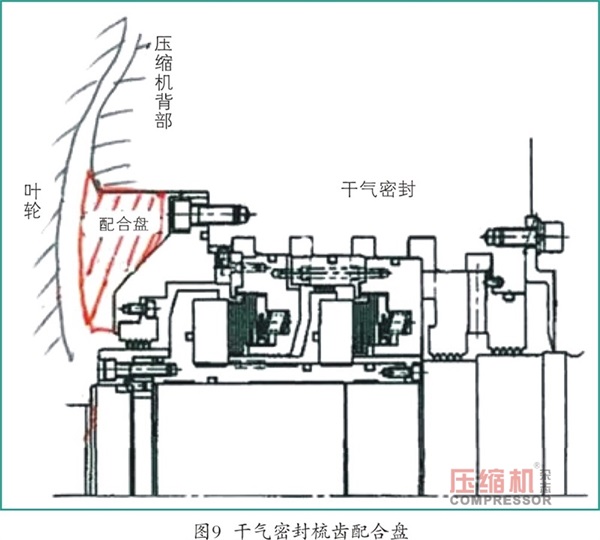 在梳齒座上增加一個干氣密封配合盤,圖9中斜線部分。作用有兩點(diǎn),一是配合盤與葉輪背部曲線形成一條窄通道,保證葉輪背部能形成完全的正壓,確保一級密封氣能從干氣密封吹到葉輪外部。二是消除葉輪背部的大空腔,一級吹掃氣經(jīng)過梳齒后沒有再膨脹的空間,消除“返混”和“渦流”現(xiàn)象,阻止催化劑與細(xì)粉進(jìn)入梳齒密封。
2011年9月,利用聚乙烯裝置停工檢修的機(jī)會,再次對循環(huán)氣壓縮機(jī)解體。轉(zhuǎn)子組件抽出拆除葉輪后,再次看到了葉輪背部梳齒處結(jié)滿了白色的聚乙烯樹脂,見圖10。本次檢修,在干氣密封梳齒座上安裝了配合盤。圖11即為加工好的梳齒座配合盤。
在梳齒座上增加一個干氣密封配合盤,圖9中斜線部分。作用有兩點(diǎn),一是配合盤與葉輪背部曲線形成一條窄通道,保證葉輪背部能形成完全的正壓,確保一級密封氣能從干氣密封吹到葉輪外部。二是消除葉輪背部的大空腔,一級吹掃氣經(jīng)過梳齒后沒有再膨脹的空間,消除“返混”和“渦流”現(xiàn)象,阻止催化劑與細(xì)粉進(jìn)入梳齒密封。
2011年9月,利用聚乙烯裝置停工檢修的機(jī)會,再次對循環(huán)氣壓縮機(jī)解體。轉(zhuǎn)子組件抽出拆除葉輪后,再次看到了葉輪背部梳齒處結(jié)滿了白色的聚乙烯樹脂,見圖10。本次檢修,在干氣密封梳齒座上安裝了配合盤。圖11即為加工好的梳齒座配合盤。

圖12為安裝好梳齒座配合盤的壓縮機(jī),圖13為葉輪背部曲線。兩者曲線吻合,配合盤填充了葉輪背部的大空腔,葉輪背部形成一條窄通道。達(dá)到了預(yù)期的目標(biāo)。
 3、干氣密封正常運(yùn)行的維護(hù)事項(xiàng)
要確保主密封氣流量和壓力的穩(wěn)定,且要高于介質(zhì)的壓力,防止介質(zhì)氣中粉料沿迷宮密封竄到一級動靜密封面,造成密封面失效。
由于密封氣是來自本裝置前工段的凈化后的乙烯與高壓精制氮?dú)猓|(zhì)量能保證,要求凈化工段穩(wěn)定運(yùn)行。但也要對兩套過濾器進(jìn)行監(jiān)護(hù),定期切換,且檢查是否帶液。
針對潤滑油,二級排放氣低點(diǎn)導(dǎo)淋要定期排放觀察,來判斷油擋是否正常。另外,隔離氣壓力不到0.2MPa,不允許啟動油泵,防止誤操作,使?jié)櫥瓦M(jìn)入干氣密封。
在生產(chǎn)DJL-2420粉料時,要求直接開大07FV4003-002閥位,保證大于300Nm3/h流量的乙烯吹掃,減緩細(xì)粉與催化劑進(jìn)入到干氣密封齒套處。
結(jié)論
國內(nèi)還有同類型裝置同類型壓縮機(jī)出現(xiàn)了同樣的問題。如果通過在干氣密封梳齒座上增加配合盤或者直接對干氣密封梳齒座進(jìn)行改造,消除或者減少帶有催化劑的工藝氣進(jìn)入葉輪背部,則均能延長梳齒堵塞的時間。目前,鎮(zhèn)海煉化450kt/a聚乙烯裝置循環(huán)氣壓縮機(jī)改造后的干氣密封運(yùn)行情況良好。
參考文獻(xiàn)
[1] 鎮(zhèn)海煉化45萬噸/年聚乙烯循環(huán)氣壓縮機(jī)終版資料。2009.6.9
[2] 吳金龍,張車寧.干氣密封的污染及其預(yù)防[J],化工設(shè)備與管道,2007(44)
3、干氣密封正常運(yùn)行的維護(hù)事項(xiàng)
要確保主密封氣流量和壓力的穩(wěn)定,且要高于介質(zhì)的壓力,防止介質(zhì)氣中粉料沿迷宮密封竄到一級動靜密封面,造成密封面失效。
由于密封氣是來自本裝置前工段的凈化后的乙烯與高壓精制氮?dú)猓|(zhì)量能保證,要求凈化工段穩(wěn)定運(yùn)行。但也要對兩套過濾器進(jìn)行監(jiān)護(hù),定期切換,且檢查是否帶液。
針對潤滑油,二級排放氣低點(diǎn)導(dǎo)淋要定期排放觀察,來判斷油擋是否正常。另外,隔離氣壓力不到0.2MPa,不允許啟動油泵,防止誤操作,使?jié)櫥瓦M(jìn)入干氣密封。
在生產(chǎn)DJL-2420粉料時,要求直接開大07FV4003-002閥位,保證大于300Nm3/h流量的乙烯吹掃,減緩細(xì)粉與催化劑進(jìn)入到干氣密封齒套處。
結(jié)論
國內(nèi)還有同類型裝置同類型壓縮機(jī)出現(xiàn)了同樣的問題。如果通過在干氣密封梳齒座上增加配合盤或者直接對干氣密封梳齒座進(jìn)行改造,消除或者減少帶有催化劑的工藝氣進(jìn)入葉輪背部,則均能延長梳齒堵塞的時間。目前,鎮(zhèn)海煉化450kt/a聚乙烯裝置循環(huán)氣壓縮機(jī)改造后的干氣密封運(yùn)行情況良好。
參考文獻(xiàn)
[1] 鎮(zhèn)海煉化45萬噸/年聚乙烯循環(huán)氣壓縮機(jī)終版資料。2009.6.9
[2] 吳金龍,張車寧.干氣密封的污染及其預(yù)防[J],化工設(shè)備與管道,2007(44)

今日推薦
【壓縮機(jī)網(wǎng)】鎮(zhèn)海煉化公司450kt/a聚乙烯裝置循環(huán)氣壓縮機(jī)K-4003是引進(jìn)日本KOBELCO神戶制鋼公司產(chǎn)品,型號為DH9M。該壓縮機(jī)為聚乙烯裝置反應(yīng)器流化提供動力,是聚合單元的核心和關(guān)鍵設(shè)備,一旦停運(yùn),將造成全裝置停車,甚至反應(yīng)器暴聚。
自2010年初聚乙烯裝置開車至今,干氣密封多次發(fā)生堵塞情況,造成反應(yīng)器工況波動,既威脅到裝置的平穩(wěn)運(yùn)行,也增加了聚乙烯裝置的能耗和單耗。而且每次拆裝壓縮機(jī)清堵,聚乙烯裝置需停工5天,影響了裝置的長周期運(yùn)行,也影響了整個公司的乙烯平衡。
針對此壓縮機(jī)干氣密封出現(xiàn)的問題,分析了機(jī)組近一年半的運(yùn)行情況,與廠家及兄弟企業(yè)溝通后,找到了密封堵塞的原因,并利用停工檢修的機(jī)會,對干氣密封梳齒密封套做了改進(jìn),增加了配合盤,目前機(jī)組干氣密封運(yùn)行狀況良好。
1、循環(huán)氣壓縮機(jī)干氣密封介紹及循環(huán)氣壓縮機(jī)簡介
循環(huán)氣壓縮機(jī)K-4003是一臺單級恒速懸臂式離心壓縮機(jī),由電動機(jī)驅(qū)動,配有緊急狀態(tài)下可驅(qū)動壓縮機(jī)的透平KT-4003。軸封采用串聯(lián)式干氣密封,密封位于葉輪背部,防止工藝氣泄漏到大氣中,配有復(fù)雜的氣體密封、排放管路,以及密封運(yùn)行狀態(tài)檢測儀表。壓縮機(jī)總圖見圖1。
干氣密封詳解
循環(huán)氣壓縮機(jī)K-4003采用的干氣密封是John Crane公司生產(chǎn),型號為28AT Tandem with Intermediate Labyrinth,約翰克蘭28AT型串聯(lián)式帶迷宮密封式干氣密封。密封尺寸7.375英寸,壓縮機(jī)軸直徑150mm。
密封的工藝氣介質(zhì)成分為:40.53%C2H4,23.49%N2,17.76%H2,8.42%C5H12以及少量粉末。密封設(shè)計壓力3.83MPa,設(shè)計溫度0~170℃,正常使用溫度40℃。
K-4003干氣密封是典型的串聯(lián)式干氣密封,兩道干氣密封串聯(lián)使用。第一道為主密封,它承擔(dān)著主要隔離密封工藝氣的作用,是z*主要的一道密封。第二道為輔助密封,起到第二次密封作用。通過兩道密封基本可以做到零泄漏。在干氣密封的z*后還有一道油封,采用的是迷宮式密封,作用是隔離干氣密封和潤滑油。如果潤滑油沿軸進(jìn)入干氣密封動靜環(huán)之間,就會破壞氣膜剛度,造成氣膜不穩(wěn)定,從而瞬間損壞干氣密封。K-4003的干氣密封結(jié)構(gòu)圖見圖2。
干氣密封輔助密封氣流程及監(jiān)控
干氣密封輔助密封氣系統(tǒng)是必不可少的,它與干氣密封的主體兩部分相輔相成。其中進(jìn)干氣密封的共有3路氣,分別為主密封氣,二級密封氣,隔離氣。出干氣密封的共有2路氣,分別為排放至火炬的一級排放氣,放空的二級排放氣。圖3為干氣密封輔助控制系統(tǒng)流程圖。
主密封氣通過調(diào)節(jié)閥07FV4003-002,經(jīng)過濾器(精度為2μm)、流量計后進(jìn)入干氣密封一級密封腔,進(jìn)氣流量控制為220Nm3/h,設(shè)計控制壓力為3.21MPaG。大部分密封氣經(jīng)過梳齒迷宮密封進(jìn)入壓縮機(jī)機(jī)體內(nèi)部與介質(zhì)混合,小部分密封氣由第一道密封端面進(jìn)入一級密封排放腔。主密封氣有兩處來源,為乙烯氣和高壓氮?dú)狻?/div>
機(jī)組啟動前,通過開副線上的常關(guān)電磁閥07HV4003-22B引高壓精制氮?dú)庾鳛槊芊鈿猓粰C(jī)組正常運(yùn)行后,切換至乙烯作為主密封氣。同時一級排放氣經(jīng)孔板單向閥放入火炬,正常流量為15Nm3/h ,壓力為0.05MPaG,在一級排放氣管線上設(shè)有壓力報警H:0.1MPaG和壓力聯(lián)鎖。壓力聯(lián)鎖為3取2的系統(tǒng)聯(lián)鎖,其中HH:0.15MPaG,HHH:0.2MPaG。一旦一級密封失效,排放管線壓力上升,HH和HHH分別對應(yīng)系統(tǒng)聯(lián)鎖中1型,2型停車。
二級密封氮?dú)?(壓力為0.45MPa)經(jīng)過調(diào)節(jié)閥07FV4003-001后,再經(jīng)過濾器(精度為2μm),設(shè)定流量控制為25Nm3/h。通過流量計后分為兩路,一路為二級密封氣,一路為隔離氣。二級密封氣經(jīng)過φ2.5mm孔板,流量為15Nm3/h,壓力為0.2MPaG,大部分經(jīng)迷宮密封進(jìn)入一級密封排放腔,小部分由第二道密封端面進(jìn)入二級密封排放腔,并經(jīng)流量計測量后放空,設(shè)置了報警值H:10Nm3/h。
隔離氣是密封氮?dú)馄渲幸宦罚c二級密封氣分路后,經(jīng)過一單向閥,通過φ2.0mm孔板,流量為10Nm3/h,壓力為0.2MPaG。進(jìn)入隔離氣腔,其中一部分經(jīng)迷宮密封進(jìn)入二級密封排放腔;另一部分由另一側(cè)的迷宮密封進(jìn)入軸承箱后放空。
2、壓縮機(jī)干氣密封故障現(xiàn)象
2010年10月,監(jiān)控第一次發(fā)現(xiàn)一級干氣密封氣供氣壓力逐漸上升,同時調(diào)節(jié)閥07FV4003-002閥位從12%逐漸開大,而一級密封氣流量變化不大。隨后調(diào)節(jié)閥07FV4003-002的閥位到100%的情況下一級密封氣流量逐漸下降,z*小時曾到108Nm3/h,接近低報值100Nm3/h,調(diào)節(jié)閥后供氣壓力達(dá)到2.9MPa,僅略低于吹掃氣源壓力,高于反應(yīng)器系統(tǒng)壓力0.5~0.6MPa。
在此情況出現(xiàn)后,工藝調(diào)整將一級干氣密封氣切至高壓氮?dú)夂螅闆r好轉(zhuǎn),調(diào)節(jié)閥閥位恢復(fù)到12%左右,壓力流量也恢復(fù)正常。從此情況出現(xiàn)至壓縮機(jī)檢修期間,嘗試切回乙烯氣3~4次,一級密封氣切回乙烯氣后,立即出現(xiàn)閥位上升,流量下降的情況,所以只能維持高壓氮?dú)庾鳛槊芊鈿狻?/div>
初步原因分析
上述情況的出現(xiàn),我們可以得出:
1)干氣密封主體未故障。因?yàn)橐患壟呕鹁鎵毫φ!⒍壟糯髿饬髁空#f明未有大量工藝氣從干氣密封動靜環(huán)密封處泄漏。動靜密封工作正常。
2)無法用乙烯作為一級密封氣,但可以用高壓氮?dú)庾鳛槊芊鈿狻?/div>
針對上述兩點(diǎn),我們作了以下分析:壓縮機(jī)可以繼續(xù)使用,但一級密封氣必須使用高壓氮?dú)狻A硗猓诟蓺饷芊庖患壝芊馇恢寥~輪背部這段范圍內(nèi)存在流道減小現(xiàn)象,但僅針對用乙烯氣作吹掃氣時。
聚乙烯反應(yīng)方程式:
乙烯與高壓氮?dú)獾膮^(qū)別在于,一旦存在催化劑,在合適的溫度和壓力下即可反應(yīng)生產(chǎn)聚乙烯。葉輪背部梳齒處與反應(yīng)器條件相同,壓力2.3MPa,溫度88℃,循環(huán)氣內(nèi)也含有部分少量催化劑顆粒。我們懷疑,聚乙烯粉料及部分催化劑夾帶在循環(huán)氣中聚集在葉輪背部一級密封疏齒附近,若吹掃氣為純乙烯,則會和梳齒中夾帶的催化劑反應(yīng),在此處反應(yīng)形成聚乙烯,堵塞疏齒,造成壓力上升,流量下降。
從推測來看,已經(jīng)有聚乙烯粉末與催化劑在葉輪背部,干氣密封梳齒處聚集。為維持壓縮機(jī)正常運(yùn)行,一級密封氣只能切換為高壓氮?dú)狻5獨(dú)獠缓鸵蚁┐呋瘎┓磻?yīng),可以維持梳齒密封處聚乙烯不再“長大”,但220Nm3/h的氮?dú)饬窟M(jìn)入反應(yīng)器后,對反應(yīng)器的壓力和組分都有非常大的影響,要通過不間斷的放火炬來維持生產(chǎn),增加了裝置的能耗與單耗。
2010年12月,聚乙烯裝置大修期間對循環(huán)氣壓縮機(jī)K-4003解體檢修,壓縮機(jī)轉(zhuǎn)子整體吊出,拆除葉輪后發(fā)現(xiàn)葉輪背部殼體被一層黑色的二茂鉻與聚乙烯粉料塑化后的產(chǎn)物所覆蓋,而干氣密封疏齒外部被一層灰色的物質(zhì)所覆蓋。分析為二茂鉻與聚乙烯混合物。見圖4,圖5。這也驗(yàn)證了我們此前的分析。
清理完葉輪背部的聚乙烯樹脂后,繼續(xù)拆下干氣密封梳齒套后發(fā)現(xiàn)梳齒內(nèi)已有結(jié)塊的聚乙烯樹脂與黑色的二茂鉻,與梳齒配合的軸套已經(jīng)磨損。說明梳齒內(nèi)聚乙烯結(jié)垢已非常嚴(yán)重,長時間摩擦已損壞軸套。見圖6,圖7。因?yàn)槟p較嚴(yán)重,所以更換了梳齒和軸套。拆檢后繼續(xù)分析梳齒堵塞的原因?yàn)殚_工時用二茂鉻噴涂反應(yīng)器內(nèi)壁時二茂鉻也進(jìn)入了梳齒,同時在葉輪背部壓縮機(jī)殼體上也噴涂了一層二茂鉻,使葉輪背部吹掃流道變窄,更加劇了梳齒結(jié)垢后堵塞。
檢修后投用情況及原因再分析
壓縮機(jī)檢修開車后恢復(fù)正常,恢復(fù)乙烯氣為一級密封吹掃氣,壓力流量正常。2011年6月聚乙烯裝置轉(zhuǎn)產(chǎn)DJL-2420牌號粉料后,發(fā)現(xiàn)07FV4003-002閥位再次增大,出現(xiàn)了與2010年10月相同的情況。乙烯氣無法作為一級密封氣,只能使用高壓氮?dú)狻E袛酁楦蓺饷芊馐猃X處再次堵塞,所以堵塞的主要原因不是二茂鉻堵塞流道,還有其他主要因素被忽略了。
結(jié)合兩次堵塞情況,可以看出梳齒堵塞是一個緩慢的過程,其他因素只是加快或減緩其堵塞的速度。但是兩次梳齒處堵塞的共同點(diǎn)說明梳齒處壓力肯定出現(xiàn)低點(diǎn),有工藝氣夾帶催化劑從葉輪背部進(jìn)入此處。
經(jīng)過對兩次堵塞的過程及一次壓縮機(jī)拆檢維修,我們再次分析:作為一級密封氣的乙烯氣進(jìn)入干氣密封前壓力為2.36MPa,僅比反應(yīng)器壓力高0.15MPa,當(dāng)密封氣經(jīng)過梳齒后壓力進(jìn)一步下降,關(guān)鍵在齒套后是一個由葉輪背部中心與干氣密封梳齒座組成的大空腔,見圖8標(biāo)記部分。
經(jīng)過減壓后的一級密封氣進(jìn)入此空腔后,壓力再次迅速下降,瞬時可能比反應(yīng)器壓力低,即使密封吹掃氣有200Nm3/h流量,但壓降不穩(wěn)定,整個葉輪背部存在“返混”和“渦流”的現(xiàn)象,在長時間作用下,反應(yīng)器內(nèi)帶有催化劑的工藝氣進(jìn)入到此處,再與作為密封氣的乙烯氣反應(yīng)產(chǎn)生聚乙烯,與工藝氣中的聚乙烯粉末一起慢慢在梳齒處積聚,此過程緩慢發(fā)展,z*終堵塞梳齒,在梳齒后長成大塊聚乙烯。特別是生產(chǎn)較細(xì)顆粒的DJL-2420粉料時,更加劇了梳齒處結(jié)塊速度。一旦梳齒處有結(jié)塊的聚乙烯生成,則無法用純乙烯氣作為一級密封吹掃氣。出現(xiàn)了本文提及的故障現(xiàn)象。
解決方法及措施
循環(huán)氣壓縮機(jī)K-4003干氣密封梳齒出現(xiàn)兩次故障后,在咨詢廠家及與兄弟單位溝通后,提出了以下三條解決方法:
1.在日常的運(yùn)行時,增大一級密封吹掃氣的流量,使密封梳齒后僅可能正壓,阻止細(xì)粉及催化劑進(jìn)入葉輪背部。
2.在乙烯吹掃氣中加入ppb級氧氣(氧氣為聚乙烯催化劑毒物),使密封吹掃氣在經(jīng)過梳齒后使葉輪背部的催化劑中毒,阻止此處反應(yīng)的進(jìn)行。
3.封堵葉輪背部與梳齒座之間的大空腔,使密封吹掃氣壓降均勻且大于反應(yīng)器壓力,阻止反應(yīng)器的催化劑進(jìn)入葉輪背部。
第一條已在平時實(shí)施中發(fā)現(xiàn)效果不明顯,因?yàn)樵诘谝淮味氯l(fā)生后即適當(dāng)提高了吹掃的流量,但是第二次仍然發(fā)生堵塞,所以此方法效果不明顯。
第二條是兄弟單位采用的方法,據(jù)反映有一定的效果。但是較難控制,一旦失誤,大量催化劑毒物進(jìn)入反應(yīng)器,將造成反應(yīng)器停車,影響太大。另外,需增加較多的設(shè)備,并且使催化劑中毒也會影響正常反應(yīng)的效率。此方法也暫不考慮。
第三條可通過改造干氣密封梳齒座來實(shí)現(xiàn)。
干氣密封結(jié)構(gòu)改進(jìn)
找到了干起密封齒套堵塞的原因,決定對干氣密封梳齒座進(jìn)行改造。見圖9。
在梳齒座上增加一個干氣密封配合盤,圖9中斜線部分。作用有兩點(diǎn),一是配合盤與葉輪背部曲線形成一條窄通道,保證葉輪背部能形成完全的正壓,確保一級密封氣能從干氣密封吹到葉輪外部。二是消除葉輪背部的大空腔,一級吹掃氣經(jīng)過梳齒后沒有再膨脹的空間,消除“返混”和“渦流”現(xiàn)象,阻止催化劑與細(xì)粉進(jìn)入梳齒密封。
2011年9月,利用聚乙烯裝置停工檢修的機(jī)會,再次對循環(huán)氣壓縮機(jī)解體。轉(zhuǎn)子組件抽出拆除葉輪后,再次看到了葉輪背部梳齒處結(jié)滿了白色的聚乙烯樹脂,見圖10。本次檢修,在干氣密封梳齒座上安裝了配合盤。圖11即為加工好的梳齒座配合盤。
圖12為安裝好梳齒座配合盤的壓縮機(jī),圖13為葉輪背部曲線。兩者曲線吻合,配合盤填充了葉輪背部的大空腔,葉輪背部形成一條窄通道。達(dá)到了預(yù)期的目標(biāo)。
3、干氣密封正常運(yùn)行的維護(hù)事項(xiàng)
要確保主密封氣流量和壓力的穩(wěn)定,且要高于介質(zhì)的壓力,防止介質(zhì)氣中粉料沿迷宮密封竄到一級動靜密封面,造成密封面失效。
由于密封氣是來自本裝置前工段的凈化后的乙烯與高壓精制氮?dú)猓|(zhì)量能保證,要求凈化工段穩(wěn)定運(yùn)行。但也要對兩套過濾器進(jìn)行監(jiān)護(hù),定期切換,且檢查是否帶液。
針對潤滑油,二級排放氣低點(diǎn)導(dǎo)淋要定期排放觀察,來判斷油擋是否正常。另外,隔離氣壓力不到0.2MPa,不允許啟動油泵,防止誤操作,使?jié)櫥瓦M(jìn)入干氣密封。
在生產(chǎn)DJL-2420粉料時,要求直接開大07FV4003-002閥位,保證大于300Nm3/h流量的乙烯吹掃,減緩細(xì)粉與催化劑進(jìn)入到干氣密封齒套處。
結(jié)論
國內(nèi)還有同類型裝置同類型壓縮機(jī)出現(xiàn)了同樣的問題。如果通過在干氣密封梳齒座上增加配合盤或者直接對干氣密封梳齒座進(jìn)行改造,消除或者減少帶有催化劑的工藝氣進(jìn)入葉輪背部,則均能延長梳齒堵塞的時間。目前,鎮(zhèn)海煉化450kt/a聚乙烯裝置循環(huán)氣壓縮機(jī)改造后的干氣密封運(yùn)行情況良好。
參考文獻(xiàn)
[1] 鎮(zhèn)海煉化45萬噸/年聚乙烯循環(huán)氣壓縮機(jī)終版資料。2009.6.9
[2] 吳金龍,張車寧.干氣密封的污染及其預(yù)防[J],化工設(shè)備與管道,2007(44)
今日推薦
網(wǎng)友評論
條評論
最新評論