

【壓縮機網】用普通方法找正的聯軸器,沒有測量數據和計算依據,用測量方法找正聯軸器,有數據和計算依據。兩種方法找正聯軸器,對設備的運行應該不同,用測量方法高精度找正聯軸器,可以延長設備的使用壽命。具體能延長多長,沒有人認真統計過。用測量方法高精度找正聯軸器,設備運行到必須檢修時,主機軸承和電機軸承不易出現“跑內圓”或“跑外圓”的現象,設備好修理,也很容易通過修理恢復設備的性能,這是普通聯軸器找正方法找正聯軸器不能達到的。設備管理人員和技術人員必須清楚高精度找正聯軸器對設備運行帶來的好處。
電機軸線與主機軸線的同軸度,只要不超過軸承的間隙值,機器運行的振動一般都很小,與拆開聯軸器單獨開電機運行的振動差不多。因此,聯軸器找正的精度要求:平行偏差值不超過軸承的徑向間隙值,角偏差盡量小于0.05㎜為好。聯軸器找正的精度越高,機器上主機和電機的軸承、密封填料或機械密封、聯軸器中的彈性橡膠元件等的使用壽命就越長,機器運轉的振動就越小,運轉部位機械能轉化為熱能的損失就越小,機器運行的無用功耗就低、有用功耗就高,就越降低電耗而節能,機器運行就越平穩、可靠性就越高。聯軸器找正精度高,電機軸承和主機軸承經過長期運行后,不容易出現“跑內圓”、“跑外圓”的現象,設備軸承聲音若發生了異常,檢修設備也方便,而且很容易恢復設備的性能。
聯軸器找正是調整主機軸線和電機軸線在同一直線上。它以主機聯軸器為基準,s*先通過在電機地腳螺栓附近的底板上加減墊片,調整主機軸線和電機軸線處于同一水平面上,然后通過水平方向移動電機,調整電機軸線與主機軸線同軸。聯軸器找正的具體方法如下:
1、在電機地腳螺栓附近的底板上加減墊片,調整主機軸線和電機軸線在同一水平面上。
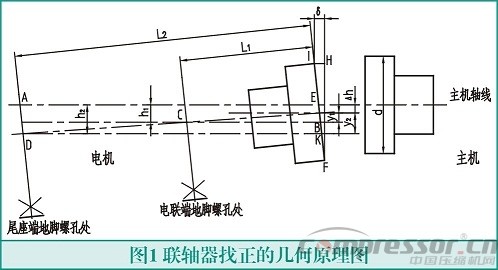
(1)作出聯軸器找正的幾何原理圖,推導出聯軸器找正加、減墊片的計算公式。設電機聯軸器端地腳螺孔處底座應墊高h1,尾座端地腳螺孔處底座應墊高h2,電機軸線與主機軸線在同一水平面上。平行偏差為 ,角偏差為δ,聯軸器直徑為d,電機聯軸器端面至電聯端地腳螺孔處的距離為L1,尾座端地腳螺孔處至電機聯軸器端面的距離為L2,聯軸器找正的幾何原理圖見圖1。從圖1中可以看出
,角偏差為δ,聯軸器直徑為d,電機聯軸器端面至電聯端地腳螺孔處的距離為L1,尾座端地腳螺孔處至電機聯軸器端面的距離為L2,聯軸器找正的幾何原理圖見圖1。從圖1中可以看出

根據三角形相似的原理得出
相似三角形對應邊成比例,有

,又由于主機軸線與電機軸線的夾角很小,可以認為





按照圖1所示,規定電機軸線在聯軸器端高,尾座端低,即聯軸器上口大(下口小),δ取正值,反之上口小(下口大)取負值;電機聯軸器低于主機聯軸器, 取正值,電機聯軸器高于主機聯軸器,取負值。測量
取正值,電機聯軸器高于主機聯軸器,取負值。測量
 的值代入(1)、(2)式進行計算,得正值時就加墊片,得負值時就減墊片。在相應的電機底座與支承底板間增、減墊片,電機軸線和主機軸線就可以在同一水平面上。
的值代入(1)、(2)式進行計算,得正值時就加墊片,得負值時就減墊片。在相應的電機底座與支承底板間增、減墊片,電機軸線和主機軸線就可以在同一水平面上。
(2)做好角偏差和平行偏差的測量準備。檢查電機地腳螺栓處有無懸空,有懸空用塞尺測量,在加墊片時加上。在電機4顆地腳螺栓附近的支承底板上加同樣厚度的墊片,使電機聯軸器和主機聯軸器基本一樣高,并緊固電機地腳螺栓。裝聯軸器螺栓,不要求緊固好,手動盤車數轉正常。主機盤不動車的(如球磨機主機小齒輪軸與電機的聯接,手動盤車盤不動小齒輪軸),就不裝聯軸器螺栓;電機手動盤車正常,緊固電機底座和支承底板連接螺栓,目的是使測量的偏差值準確。測量聯軸器的z*大直徑,或者角偏差測量點的回轉直徑d, 電機聯軸器端面至電聯端地腳螺孔處的距離為L1,尾座端地腳螺孔處至電機聯軸器端面的距離為L2 。
(3)測量電機聯軸器垂直方向的角偏差δ。有以下幾種方法:
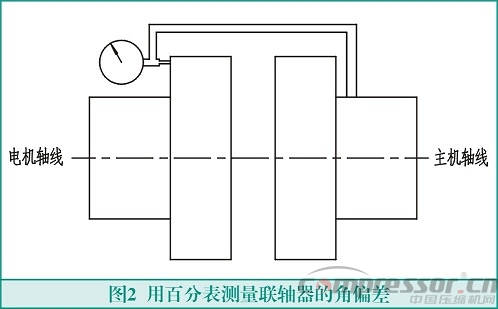
第一種,用百分表測量。
百分表使用方法簡介:百分表上有大針、小針和讀數等。大針顯示的是0.01至1.00mm,每小格0.01mm,小針1格是1mm,小針走1格,大針就走1圈。測量時,百分表觸頭不是伸長,就是被壓縮。當設定百分表的讀數為零時,記住小針的位置。如果測量值時,百分表的觸頭被壓縮,大針按順時針旋轉(黑字指示)認表的讀數,以表上黑字認被壓縮量小數的讀數,小針數值從小變到大,壓縮量超過1㎜時,以小針讀數的增加量認被壓縮量的整數(大針讀數為小數)。設定百分表的讀數為零,如果測量值時,百分表的觸頭伸長,小針數值從大到小,升長量超過1㎜時,以小針讀數減小量認升長量的整數,按逆時針旋轉(紅字指示)認表的讀數,以表上紅字升長的小數讀數。
按圖2所示安裝百分表,百分表的觸頭與電機聯軸器接觸,方向指向主機。百分表觸頭盡量靠近外圓,其旋轉直徑為d1,作近似處理取d1=d。盤車數轉,確保百分表觸頭略微受力。盤車使百分表處于垂直方向z*高點,將其讀數撥到0位,旋轉聯軸器180°到z*低點,這時表的測量值為垂直方向角偏差δ。若此時百分表的觸頭伸長,則電機軸線是聯軸器端高于尾座端,即聯軸器上口大(下口小),取正值;若百分表的觸頭被壓縮,則電機軸線是聯軸器端低于尾座端,即即聯軸器上口小(下口大),取負值。此方法適用于主機可以手動盤車的聯軸器找正的角偏差的測量。
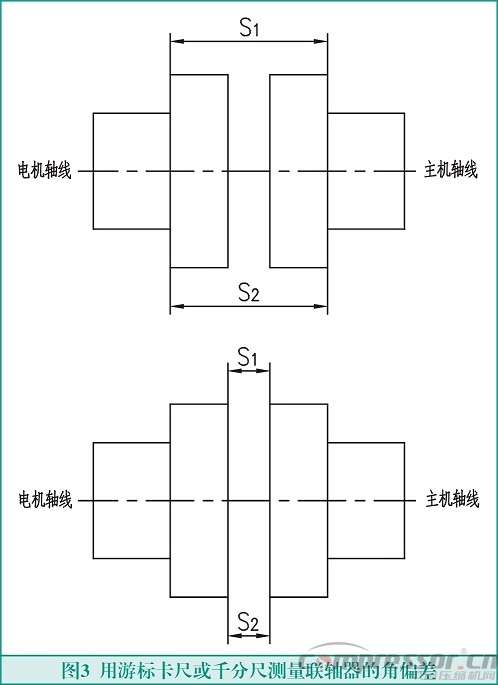
第二種,游標卡尺和外徑千分尺測量。
適用于難以安裝百分表和主機用手盤動車的聯軸器。在聯軸器上選取端面平整,影響測量誤差小的位置,清理干凈此處的雜質和油漆,用記號筆作好記號。按圖3所示,盤車將記號位置置于z*高點,用游標卡尺或外徑千分尺量出S1 ;盤車將記號位置置于z*低點,用游標卡尺或外徑千分尺量出S2 ,聯軸器垂直方向的角偏差δ=S1-S2。得正值就取正,得負值就取負。兩聯軸器之間的間隙小時也可用塞尺測量。
第三種,用游標卡尺、千分尺和百分表都不能測量角偏差δ的聯軸器。根據聯軸器找正原理制作專用工具,用百分表或塞尺進行測量。用塞尺z*簡單,要具體情況具體分析,在此不多敘述。
注意:若有軸承磨損引起軸向有竄動的情況,必須消除軸向竄動,測量的值才可用于計算。
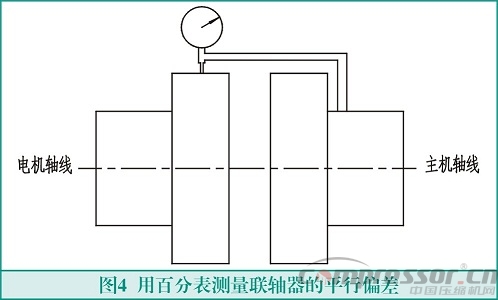
(4)測量電機聯軸器垂直方向的平行偏差Δh。有以下幾種測量方法:
第一種,用百分表測量聯軸器的平行偏差Δh。按圖4所示安裝百分表,百分表的觸頭與電機聯軸器的外圓面接觸。盤車數轉,保證百分表的觸頭略微受力。盤車使觸頭處于垂直方向z*高點,設定百分表的讀數為0。旋轉聯軸器180°,這時表的讀數為平行偏差Δh的兩倍。如果此時百分表的觸頭被壓縮,則電機聯軸器低于主機聯軸器,Δh取正值(電機高取正值);反之則低于主機聯軸器,Δh取負值(電機低取負值)。這種方法適用于主機可以手動盤車的聯軸器找正的平行偏差的測量。
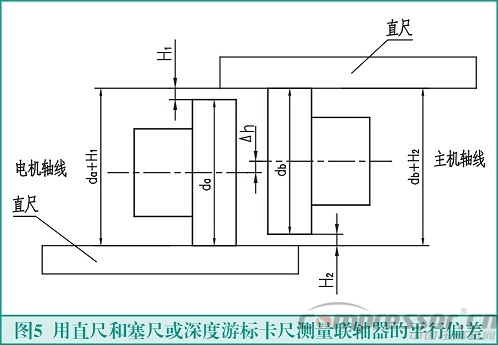
第二種,用直尺和塞尺或深度游標卡尺測量聯軸器的平行偏差Δh。適用于難以安裝百分表和主機難盤動車的聯軸器。在聯軸器上選取外圓面平整,影響測量誤差小的位置,清理干凈此處的雜質和油漆,用記號筆作好記號。按圖5所示,盤車將記號位置置于z*高點,用直尺靠緊高的聯軸器,用塞尺測得間隙值H1并作好記錄;盤車將記號位置置于z*低點,用直尺靠緊貼齊低的聯軸器,用塞尺測量間隙H2 的值并作好記錄。也可用深度游標卡尺直接測量H1和H2。令電機聯軸器直徑為 ,主機聯軸器直徑為
,主機聯軸器直徑為 ,從圖5 中可看出:
,從圖5 中可看出: ,則有
,則有  。又從圖5中得知,聯軸器垂直方向的平行偏差
。又從圖5中得知,聯軸器垂直方向的平行偏差 
 按照圖5,規定:不論主機聯軸器與電機聯軸器外徑是否一樣大,電機聯軸器上端面低于主機聯軸器上端面的,H1取正值,反之取負值;電機聯軸器下端面低于主機聯軸器下端面的,H2取正值,反之取負值。Δh按上式計算得正值就取正,得負值取負,直接代入(1)式、(2)式計算。
按照圖5,規定:不論主機聯軸器與電機聯軸器外徑是否一樣大,電機聯軸器上端面低于主機聯軸器上端面的,H1取正值,反之取負值;電機聯軸器下端面低于主機聯軸器下端面的,H2取正值,反之取負值。Δh按上式計算得正值就取正,得負值取負,直接代入(1)式、(2)式計算。
第三種,用塞尺和直尺、百分表都不能測量平行偏差Δh的聯軸器。根據聯軸器找正原理制作專用工具,用百分表或塞尺進行測量。用塞尺z*簡單,要具體情況具體分析,在此不多敘述。
注意:若電機軸承磨損較大引起電機軸線下降,主機軸承磨損較大造成電機軸線升高的情況,會影響找正的精度,但不會影響找正后機器的正常運行。電機或主機軸承磨損造成盤車有軸向竄動的機器,須根據具體情況,采用相應的測量方法來測量角偏差和平行偏差,盡量減小測量誤差。否則,測量出的數據不準,不能用來代入公式計算,聯軸器找正困難。
(5)按公式(1)、(2)代入實測數據計算,得正值時就加墊片,得負值時就減墊片。松開電機地腳螺栓,在相應的電機底座與支承底板間增、減墊片,測量垂直方向的平行偏差Δh、角偏差δ符合要求或均小于0.05mm,即找正電機軸線和主機軸線就可以在同一水平面上。若按公式(1)、(2)代入實測數據計算,計算結果都為負值,在電機的尾座端和聯軸器端的地腳螺栓處沒有墊片可減。以電機聯軸器端和尾座端的高點為基準,在低點和主機地腳螺栓附近加墊片后,緊固地腳螺栓,檢查垂直方向的角偏差和平行偏差符合要求,或者小于0.05mm,調整主機軸線與電機軸線在同一水平面上
。
(6)若電機軸線高于主機軸線, 計算值均為負值,相應的電機底座與支承底板間是減墊片而無墊片所減,則有兩種情況:1、若絕對值
計算值均為負值,相應的電機底座與支承底板間是減墊片而無墊片所減,則有兩種情況:1、若絕對值  ,則在主機所有地腳螺栓處加墊片
,則在主機所有地腳螺栓處加墊片 ,以確保主機原安裝的水平度,電機聯軸器端加墊片厚度
,以確保主機原安裝的水平度,電機聯軸器端加墊片厚度 ,電機尾座端地腳螺栓處不加墊片,這種情況比較常見。2、若絕對值
,電機尾座端地腳螺栓處不加墊片,這種情況比較常見。2、若絕對值 ,則主機所有地腳螺栓處加墊片
,則主機所有地腳螺栓處加墊片 ,確保原機安裝的水平度不變,電機尾座端加墊片厚度
,確保原機安裝的水平度不變,電機尾座端加墊片厚度 ,電機聯軸器端地腳螺栓處不加墊片,這種情況很少見。緊固主機和電機的地腳螺栓,檢查垂直方向的角偏差和平行偏差符合要求,或者小于0.05mm,調整主機軸線與電機軸線在同一水平面上。
,電機聯軸器端地腳螺栓處不加墊片,這種情況很少見。緊固主機和電機的地腳螺栓,檢查垂直方向的角偏差和平行偏差符合要求,或者小于0.05mm,調整主機軸線與電機軸線在同一水平面上。
以上是主機地腳螺栓處可以加墊片調高的情況,在實際工作中,會遇到電機軸線高于主機軸線,主機卻因客觀條件限制不能在地腳螺栓附近加墊片調高,如主機很重,需要大吊車,加墊片調高主機要很長時間,而且生產上不允許等。為了機器能更好地節能運行,則只能將角偏差降到z*小值,平行偏差調整接近0。設電機尾座端地腳螺栓處的墊片厚度為 ,電機聯軸器端地腳螺栓處的墊片厚度為
,電機聯軸器端地腳螺栓處的墊片厚度為 ,其余代數符號均同前述。若電機尾座端高于聯軸器端,
,其余代數符號均同前述。若電機尾座端高于聯軸器端, 減去電機尾座端地腳螺栓處的墊片厚度為
減去電機尾座端地腳螺栓處的墊片厚度為 ,電機聯軸器端地腳螺栓處的墊片厚度為
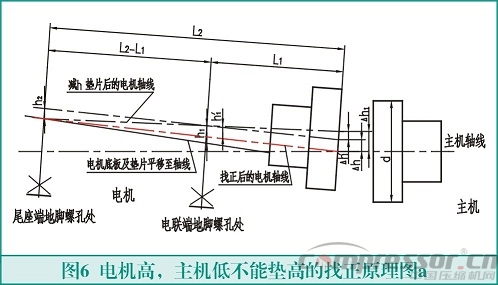
,電機聯軸器端地腳螺栓處的墊片厚度為 不變,聯軸器的平行偏差向上抬高Δh1 ,在電機聯軸器端地腳螺栓處加 厚度的墊片使平行偏差為零,作出找正的幾何原理圖見圖6,并推導出計算公式。根據相似三角形對應邊成比例和近似相等的原理,有:
不變,聯軸器的平行偏差向上抬高Δh1 ,在電機聯軸器端地腳螺栓處加 厚度的墊片使平行偏差為零,作出找正的幾何原理圖見圖6,并推導出計算公式。根據相似三角形對應邊成比例和近似相等的原理,有:
從圖6中看出, ,根據相似三角形對應邊成比例和近似相等的原理推導出在電機聯減墊片為:
,根據相似三角形對應邊成比例和近似相等的原理推導出在電機聯減墊片為: ,在電機聯軸器端地腳螺栓處加
,在電機聯軸器端地腳螺栓處加 厚度的墊片,緊固電機地腳螺栓,檢查平行偏差不大于0.05㎜,再測一下角偏差值即可,此時角偏差值不會為零。
厚度的墊片,緊固電機地腳螺栓,檢查平行偏差不大于0.05㎜,再測一下角偏差值即可,此時角偏差值不會為零。
若電機尾座端低于聯軸器端(這種情況實際中少見), ,減去電機聯軸器端地腳螺栓處的墊片厚度為
,減去電機聯軸器端地腳螺栓處的墊片厚度為 ,電機尾座端地腳螺栓處的墊片厚度為
,電機尾座端地腳螺栓處的墊片厚度為 不變,聯軸器的平行偏差向下降低Δh1,在電機尾座端地腳螺栓處加
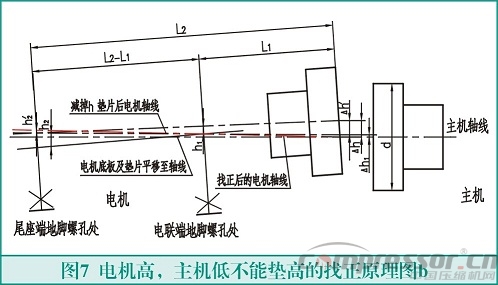
不變,聯軸器的平行偏差向下降低Δh1,在電機尾座端地腳螺栓處加 厚度的墊片使平行偏差為零,作出找正的幾何原理圖見圖7,并推導出計算公式。根據相似三角形對應邊成比例和近似相等的原理,有
厚度的墊片使平行偏差為零,作出找正的幾何原理圖見圖7,并推導出計算公式。根據相似三角形對應邊成比例和近似相等的原理,有  從圖6中看出,
從圖6中看出, ,根據相似三角形對應邊成比例和近似相等的原理推導出在電機聯減墊片為:
,根據相似三角形對應邊成比例和近似相等的原理推導出在電機聯減墊片為: ,在電機尾座端地腳螺栓處加
,在電機尾座端地腳螺栓處加 厚度的墊片,緊固電機地腳螺栓,檢查平行偏差不大于0.05㎜,再測一下角偏差值即可,此時角偏差值不會為零。
厚度的墊片,緊固電機地腳螺栓,檢查平行偏差不大于0.05㎜,再測一下角偏差值即可,此時角偏差值不會為零。
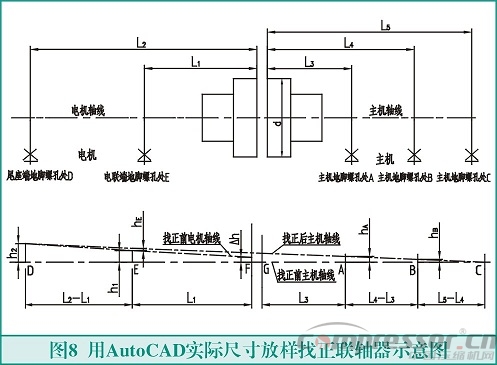
若電機軸高于主機軸,按(1)、(2)式計算的值均為負值,而且是h1>h2,機器主軸線和電機軸線可以不在水平面上工作,還可以用AutoCAD實體1:1畫圖放樣來確定各地腳螺栓處的墊片厚度,在相應的地腳螺栓處加墊片,就可使電機軸線與主機軸線在同一微有傾斜的水平面上。加墊片找正方法見圖8,用AutoCAD實際尺寸放樣找正聯軸器,如圖中所示:實測主機地腳下螺孔處A到主機聯軸器端面距離 ,地腳下螺孔處B到主機聯軸器端面距離
,地腳下螺孔處B到主機聯軸器端面距離 ,地腳下螺孔處C到主機聯軸器端面距離
,地腳下螺孔處C到主機聯軸器端面距離 ,已知
,已知 ,令電機尾座端地腳螺孔處為D點,電機聯軸器端地腳螺孔處為E點,主機A地腳螺孔處為A點,主機B地腳螺孔處為B點,主機C地腳螺孔處為C點,兩聯軸器中間的距離取2至8㎜(此取值對誤差或找正精度影響很小)。打開AutoCAD,在AutoCAD上作一水平線作為找正用的主機軸線,在主機軸線上取一點D,以D點為起點向上作長度為
,令電機尾座端地腳螺孔處為D點,電機聯軸器端地腳螺孔處為E點,主機A地腳螺孔處為A點,主機B地腳螺孔處為B點,主機C地腳螺孔處為C點,兩聯軸器中間的距離取2至8㎜(此取值對誤差或找正精度影響很小)。打開AutoCAD,在AutoCAD上作一水平線作為找正用的主機軸線,在主機軸線上取一點D,以D點為起點向上作長度為 的垂直線段,從D點開始,向右量取
的垂直線段,從D點開始,向右量取 長度到E點在找正前主機軸線上,以E點為起點向上作長度為
長度到E點在找正前主機軸線上,以E點為起點向上作長度為 的垂直線,在E點的右邊作一條距離E點距離為
的垂直線,在E點的右邊作一條距離E點距離為 的垂直線段,與主機軸線相交于F,用來表示電機聯軸器端面。通過
的垂直線段,與主機軸線相交于F,用來表示電機聯軸器端面。通過 線段的上端點作線段,并延伸到電機聯軸器端面,這條線就是聯軸器找正前的電機軸線,復制電機聯軸器端面線向右2至8mm,就是主機聯軸器端面,與主機軸線交于G,從G點向右量取
線段的上端點作線段,并延伸到電機聯軸器端面,這條線就是聯軸器找正前的電機軸線,復制電機聯軸器端面線向右2至8mm,就是主機聯軸器端面,與主機軸線交于G,從G點向右量取 至A點,并用點或垂直線段作標記,從A點向右量取
至A點,并用點或垂直線段作標記,從A點向右量取 到B點,對B點用點或垂直線段標記,從B點向右量取
到B點,對B點用點或垂直線段標記,從B點向右量取 找到C點,C點用點或垂直線段標記,從長度
找到C點,C點用點或垂直線段標記,從長度 線段的上端點到C點作直線,就得出聯軸器找正后的主機軸線。D、C兩點不加墊片,用尺寸標注測量出A、B兩點找正前、后主機軸線之間的距離
線段的上端點到C點作直線,就得出聯軸器找正后的主機軸線。D、C兩點不加墊片,用尺寸標注測量出A、B兩點找正前、后主機軸線之間的距離  ,及E點線段長度
,及E點線段長度 的上端點到找正后主機軸線的距離
的上端點到找正后主機軸線的距離 ,就是相應的地腳螺孔處所加的墊片厚度。在相應的地腳螺孔處加墊片,就可保證主機軸線和主機主線在同一水平面上。 如果實際尺寸放樣作出的圖與圖8不同,可根據實際情況作出具體的解決辦法。
,就是相應的地腳螺孔處所加的墊片厚度。在相應的地腳螺孔處加墊片,就可保證主機軸線和主機主線在同一水平面上。 如果實際尺寸放樣作出的圖與圖8不同,可根據實際情況作出具體的解決辦法。
2、通過頂電機水平移動的調節螺栓,調整電機軸線與主機軸線同軸。
頂電機移動的調節螺栓安裝于電機的支承底板上,沒有頂電機移動調節螺栓的機器,在電機底板上設計焊接頂電機移動的調節螺栓。保證兩聯軸器間的距離或間隙符合要求。電機聯軸器端面到電機聯軸器端調節螺栓的距離等于L1,電機聯軸器端面到電機尾座端調節螺栓的距離等于L2。設電聯端調節螺栓頂電機移動h1,尾座端調節螺栓頂電機移動h2,電機軸線與主機軸線同軸。參照前述方法,測量水平方向的角偏差δ、平行偏差Δh,計算得h1、h2,根據其正、負值確定調節螺栓頂電機移動的正確方向。分別在電聯端、尾座端安裝2塊百分表,百分表座安裝在電機支承底板上,百分表的觸頭水平指向調節螺栓附近的電機底座上,并略微受力,設定百分表的讀數為0。用調節螺栓按正確方向頂電機移動,電聯端百分表讀數為h1,尾座端百分表讀數為h2。固定電機位置。緊固好各連接螺栓,檢查水平方向、垂直方向的z*大角偏差和平行偏差符合要求或均小于0.05㎜,即找正了聯軸器。
實際操作中,有一個先調整角偏差為零再調整平行偏差為了零的方法。先調整水平方向的角偏差為零,再測量出水平方向的平行偏差Δh,判斷頂絲頂電機移動的正確方向,在電機聯軸器端和尾座端分別頂電機移動Δh,檢查水平方向的平行偏差等于零,即找正了聯軸器。如頂電機移動的頂絲的牙距為t,則頂電機移動的圈數為 ,調節頂絲與電機底座充分貼合無間隙,電機聯軸器端、尾座端頂絲分別旋轉n圈頂電機移動,檢查水平方向的平行偏差小于0.05mm,找正了聯軸器。找正聯軸器過程中,有可能會碰到電機地腳螺栓和螺孔位置的限制,使得無法調整水平方向的角偏差、平行偏差為零的情況,要根據具體的情況找出具體的解決辦法。如用內圓磨頭磨電機地腳螺栓孔、電焊吹電機地腳螺栓孔等消除移動電機的限制,高精度的找正聯軸器。
,調節頂絲與電機底座充分貼合無間隙,電機聯軸器端、尾座端頂絲分別旋轉n圈頂電機移動,檢查水平方向的平行偏差小于0.05mm,找正了聯軸器。找正聯軸器過程中,有可能會碰到電機地腳螺栓和螺孔位置的限制,使得無法調整水平方向的角偏差、平行偏差為零的情況,要根據具體的情況找出具體的解決辦法。如用內圓磨頭磨電機地腳螺栓孔、電焊吹電機地腳螺栓孔等消除移動電機的限制,高精度的找正聯軸器。
用測量計算方法可以找正多種機器的聯軸器,找正精度高、快速而且準確,為機器設備的高效節能、長周期、安全、穩定運行創造條件。
來源:■文/劉恩全
【壓縮機網】用普通方法找正的聯軸器,沒有測量數據和計算依據,用測量方法找正聯軸器,有數據和計算依據。兩種方法找正聯軸器,對設備的運行應該不同,用測量方法高精度找正聯軸器,可以延長設備的使用壽命。具體能延長多長,沒有人認真統計過。用測量方法高精度找正聯軸器,設備運行到必須檢修時,主機軸承和電機軸承不易出現“跑內圓”或“跑外圓”的現象,設備好修理,也很容易通過修理恢復設備的性能,這是普通聯軸器找正方法找正聯軸器不能達到的。設備管理人員和技術人員必須清楚高精度找正聯軸器對設備運行帶來的好處。
電機軸線與主機軸線的同軸度,只要不超過軸承的間隙值,機器運行的振動一般都很小,與拆開聯軸器單獨開電機運行的振動差不多。因此,聯軸器找正的精度要求:平行偏差值不超過軸承的徑向間隙值,角偏差盡量小于0.05㎜為好。聯軸器找正的精度越高,機器上主機和電機的軸承、密封填料或機械密封、聯軸器中的彈性橡膠元件等的使用壽命就越長,機器運轉的振動就越小,運轉部位機械能轉化為熱能的損失就越小,機器運行的無用功耗就低、有用功耗就高,就越降低電耗而節能,機器運行就越平穩、可靠性就越高。聯軸器找正精度高,電機軸承和主機軸承經過長期運行后,不容易出現“跑內圓”、“跑外圓”的現象,設備軸承聲音若發生了異常,檢修設備也方便,而且很容易恢復設備的性能。
聯軸器找正是調整主機軸線和電機軸線在同一直線上。它以主機聯軸器為基準,s*先通過在電機地腳螺栓附近的底板上加減墊片,調整主機軸線和電機軸線處于同一水平面上,然后通過水平方向移動電機,調整電機軸線與主機軸線同軸。聯軸器找正的具體方法如下:
1、在電機地腳螺栓附近的底板上加減墊片,調整主機軸線和電機軸線在同一水平面上。
(1)作出聯軸器找正的幾何原理圖,推導出聯軸器找正加、減墊片的計算公式。設電機聯軸器端地腳螺孔處底座應墊高h1,尾座端地腳螺孔處底座應墊高h2,電機軸線與主機軸線在同一水平面上。平行偏差為,角偏差為δ,聯軸器直徑為d,電機聯軸器端面至電聯端地腳螺孔處的距離為L1,尾座端地腳螺孔處至電機聯軸器端面的距離為L2,聯軸器找正的幾何原理圖見圖1。從圖1中可以看出
根據三角形相似的原理得出
相似三角形對應邊成比例,有
,又由于主機軸線與電機軸線的夾角很小,可以認為
按照圖1所示,規定電機軸線在聯軸器端高,尾座端低,即聯軸器上口大(下口小),δ取正值,反之上口小(下口大)取負值;電機聯軸器低于主機聯軸器,取正值,電機聯軸器高于主機聯軸器,取負值。測量 的值代入(1)、(2)式進行計算,得正值時就加墊片,得負值時就減墊片。在相應的電機底座與支承底板間增、減墊片,電機軸線和主機軸線就可以在同一水平面上。
(2)做好角偏差和平行偏差的測量準備。檢查電機地腳螺栓處有無懸空,有懸空用塞尺測量,在加墊片時加上。在電機4顆地腳螺栓附近的支承底板上加同樣厚度的墊片,使電機聯軸器和主機聯軸器基本一樣高,并緊固電機地腳螺栓。裝聯軸器螺栓,不要求緊固好,手動盤車數轉正常。主機盤不動車的(如球磨機主機小齒輪軸與電機的聯接,手動盤車盤不動小齒輪軸),就不裝聯軸器螺栓;電機手動盤車正常,緊固電機底座和支承底板連接螺栓,目的是使測量的偏差值準確。測量聯軸器的z*大直徑,或者角偏差測量點的回轉直徑d, 電機聯軸器端面至電聯端地腳螺孔處的距離為L1,尾座端地腳螺孔處至電機聯軸器端面的距離為L2 。
(3)測量電機聯軸器垂直方向的角偏差δ。有以下幾種方法:
第一種,用百分表測量。
百分表使用方法簡介:百分表上有大針、小針和讀數等。大針顯示的是0.01至1.00mm,每小格0.01mm,小針1格是1mm,小針走1格,大針就走1圈。測量時,百分表觸頭不是伸長,就是被壓縮。當設定百分表的讀數為零時,記住小針的位置。如果測量值時,百分表的觸頭被壓縮,大針按順時針旋轉(黑字指示)認表的讀數,以表上黑字認被壓縮量小數的讀數,小針數值從小變到大,壓縮量超過1㎜時,以小針讀數的增加量認被壓縮量的整數(大針讀數為小數)。設定百分表的讀數為零,如果測量值時,百分表的觸頭伸長,小針數值從大到小,升長量超過1㎜時,以小針讀數減小量認升長量的整數,按逆時針旋轉(紅字指示)認表的讀數,以表上紅字升長的小數讀數。
按圖2所示安裝百分表,百分表的觸頭與電機聯軸器接觸,方向指向主機。百分表觸頭盡量靠近外圓,其旋轉直徑為d1,作近似處理取d1=d。盤車數轉,確保百分表觸頭略微受力。盤車使百分表處于垂直方向z*高點,將其讀數撥到0位,旋轉聯軸器180°到z*低點,這時表的測量值為垂直方向角偏差δ。若此時百分表的觸頭伸長,則電機軸線是聯軸器端高于尾座端,即聯軸器上口大(下口小),取正值;若百分表的觸頭被壓縮,則電機軸線是聯軸器端低于尾座端,即即聯軸器上口小(下口大),取負值。此方法適用于主機可以手動盤車的聯軸器找正的角偏差的測量。
第二種,游標卡尺和外徑千分尺測量。
適用于難以安裝百分表和主機用手盤動車的聯軸器。在聯軸器上選取端面平整,影響測量誤差小的位置,清理干凈此處的雜質和油漆,用記號筆作好記號。按圖3所示,盤車將記號位置置于z*高點,用游標卡尺或外徑千分尺量出S1 ;盤車將記號位置置于z*低點,用游標卡尺或外徑千分尺量出S2 ,聯軸器垂直方向的角偏差δ=S1-S2。得正值就取正,得負值就取負。兩聯軸器之間的間隙小時也可用塞尺測量。
第三種,用游標卡尺、千分尺和百分表都不能測量角偏差δ的聯軸器。根據聯軸器找正原理制作專用工具,用百分表或塞尺進行測量。用塞尺z*簡單,要具體情況具體分析,在此不多敘述。
注意:若有軸承磨損引起軸向有竄動的情況,必須消除軸向竄動,測量的值才可用于計算。
(4)測量電機聯軸器垂直方向的平行偏差Δh。有以下幾種測量方法:
第一種,用百分表測量聯軸器的平行偏差Δh。按圖4所示安裝百分表,百分表的觸頭與電機聯軸器的外圓面接觸。盤車數轉,保證百分表的觸頭略微受力。盤車使觸頭處于垂直方向z*高點,設定百分表的讀數為0。旋轉聯軸器180°,這時表的讀數為平行偏差Δh的兩倍。如果此時百分表的觸頭被壓縮,則電機聯軸器低于主機聯軸器,Δh取正值(電機高取正值);反之則低于主機聯軸器,Δh取負值(電機低取負值)。這種方法適用于主機可以手動盤車的聯軸器找正的平行偏差的測量。
第二種,用直尺和塞尺或深度游標卡尺測量聯軸器的平行偏差Δh。適用于難以安裝百分表和主機難盤動車的聯軸器。在聯軸器上選取外圓面平整,影響測量誤差小的位置,清理干凈此處的雜質和油漆,用記號筆作好記號。按圖5所示,盤車將記號位置置于z*高點,用直尺靠緊高的聯軸器,用塞尺測得間隙值H1并作好記錄;盤車將記號位置置于z*低點,用直尺靠緊貼齊低的聯軸器,用塞尺測量間隙H2 的值并作好記錄。也可用深度游標卡尺直接測量H1和H2。令電機聯軸器直徑為 ,主機聯軸器直徑為 ,從圖5 中可看出:,則有 。又從圖5中得知,聯軸器垂直方向的平行偏差 按照圖5,規定:不論主機聯軸器與電機聯軸器外徑是否一樣大,電機聯軸器上端面低于主機聯軸器上端面的,H1取正值,反之取負值;電機聯軸器下端面低于主機聯軸器下端面的,H2取正值,反之取負值。Δh按上式計算得正值就取正,得負值取負,直接代入(1)式、(2)式計算。
第三種,用塞尺和直尺、百分表都不能測量平行偏差Δh的聯軸器。根據聯軸器找正原理制作專用工具,用百分表或塞尺進行測量。用塞尺z*簡單,要具體情況具體分析,在此不多敘述。
注意:若電機軸承磨損較大引起電機軸線下降,主機軸承磨損較大造成電機軸線升高的情況,會影響找正的精度,但不會影響找正后機器的正常運行。電機或主機軸承磨損造成盤車有軸向竄動的機器,須根據具體情況,采用相應的測量方法來測量角偏差和平行偏差,盡量減小測量誤差。否則,測量出的數據不準,不能用來代入公式計算,聯軸器找正困難。
(5)按公式(1)、(2)代入實測數據計算,得正值時就加墊片,得負值時就減墊片。松開電機地腳螺栓,在相應的電機底座與支承底板間增、減墊片,測量垂直方向的平行偏差Δh、角偏差δ符合要求或均小于0.05mm,即找正電機軸線和主機軸線就可以在同一水平面上。若按公式(1)、(2)代入實測數據計算,計算結果都為負值,在電機的尾座端和聯軸器端的地腳螺栓處沒有墊片可減。以電機聯軸器端和尾座端的高點為基準,在低點和主機地腳螺栓附近加墊片后,緊固地腳螺栓,檢查垂直方向的角偏差和平行偏差符合要求,或者小于0.05mm,調整主機軸線與電機軸線在同一水平面上
。
(6)若電機軸線高于主機軸線,計算值均為負值,相應的電機底座與支承底板間是減墊片而無墊片所減,則有兩種情況:1、若絕對值 ,則在主機所有地腳螺栓處加墊片 ,以確保主機原安裝的水平度,電機聯軸器端加墊片厚度 ,電機尾座端地腳螺栓處不加墊片,這種情況比較常見。2、若絕對值,則主機所有地腳螺栓處加墊片,確保原機安裝的水平度不變,電機尾座端加墊片厚度 ,電機聯軸器端地腳螺栓處不加墊片,這種情況很少見。緊固主機和電機的地腳螺栓,檢查垂直方向的角偏差和平行偏差符合要求,或者小于0.05mm,調整主機軸線與電機軸線在同一水平面上。
以上是主機地腳螺栓處可以加墊片調高的情況,在實際工作中,會遇到電機軸線高于主機軸線,主機卻因客觀條件限制不能在地腳螺栓附近加墊片調高,如主機很重,需要大吊車,加墊片調高主機要很長時間,而且生產上不允許等。為了機器能更好地節能運行,則只能將角偏差降到z*小值,平行偏差調整接近0。設電機尾座端地腳螺栓處的墊片厚度為,電機聯軸器端地腳螺栓處的墊片厚度為,其余代數符號均同前述。若電機尾座端高于聯軸器端,減去電機尾座端地腳螺栓處的墊片厚度為,電機聯軸器端地腳螺栓處的墊片厚度為不變,聯軸器的平行偏差向上抬高Δh1 ,在電機聯軸器端地腳螺栓處加 厚度的墊片使平行偏差為零,作出找正的幾何原理圖見圖6,并推導出計算公式。根據相似三角形對應邊成比例和近似相等的原理,有:
從圖6中看出, ,根據相似三角形對應邊成比例和近似相等的原理推導出在電機聯減墊片為:,在電機聯軸器端地腳螺栓處加厚度的墊片,緊固電機地腳螺栓,檢查平行偏差不大于0.05㎜,再測一下角偏差值即可,此時角偏差值不會為零。
若電機尾座端低于聯軸器端(這種情況實際中少見),,減去電機聯軸器端地腳螺栓處的墊片厚度為,電機尾座端地腳螺栓處的墊片厚度為 不變,聯軸器的平行偏差向下降低Δh1,在電機尾座端地腳螺栓處加厚度的墊片使平行偏差為零,作出找正的幾何原理圖見圖7,并推導出計算公式。根據相似三角形對應邊成比例和近似相等的原理,有 從圖6中看出,,根據相似三角形對應邊成比例和近似相等的原理推導出在電機聯減墊片為: ,在電機尾座端地腳螺栓處加 厚度的墊片,緊固電機地腳螺栓,檢查平行偏差不大于0.05㎜,再測一下角偏差值即可,此時角偏差值不會為零。
若電機軸高于主機軸,按(1)、(2)式計算的值均為負值,而且是h1>h2,機器主軸線和電機軸線可以不在水平面上工作,還可以用AutoCAD實體1:1畫圖放樣來確定各地腳螺栓處的墊片厚度,在相應的地腳螺栓處加墊片,就可使電機軸線與主機軸線在同一微有傾斜的水平面上。加墊片找正方法見圖8,用AutoCAD實際尺寸放樣找正聯軸器,如圖中所示:實測主機地腳下螺孔處A到主機聯軸器端面距離,地腳下螺孔處B到主機聯軸器端面距離,地腳下螺孔處C到主機聯軸器端面距離,已知 ,令電機尾座端地腳螺孔處為D點,電機聯軸器端地腳螺孔處為E點,主機A地腳螺孔處為A點,主機B地腳螺孔處為B點,主機C地腳螺孔處為C點,兩聯軸器中間的距離取2至8㎜(此取值對誤差或找正精度影響很小)。打開AutoCAD,在AutoCAD上作一水平線作為找正用的主機軸線,在主機軸線上取一點D,以D點為起點向上作長度為的垂直線段,從D點開始,向右量取長度到E點在找正前主機軸線上,以E點為起點向上作長度為的垂直線,在E點的右邊作一條距離E點距離為 的垂直線段,與主機軸線相交于F,用來表示電機聯軸器端面。通過 線段的上端點作線段,并延伸到電機聯軸器端面,這條線就是聯軸器找正前的電機軸線,復制電機聯軸器端面線向右2至8mm,就是主機聯軸器端面,與主機軸線交于G,從G點向右量取至A點,并用點或垂直線段作標記,從A點向右量取到B點,對B點用點或垂直線段標記,從B點向右量取找到C點,C點用點或垂直線段標記,從長度線段的上端點到C點作直線,就得出聯軸器找正后的主機軸線。D、C兩點不加墊片,用尺寸標注測量出A、B兩點找正前、后主機軸線之間的距離 ,及E點線段長度的上端點到找正后主機軸線的距離,就是相應的地腳螺孔處所加的墊片厚度。在相應的地腳螺孔處加墊片,就可保證主機軸線和主機主線在同一水平面上。 如果實際尺寸放樣作出的圖與圖8不同,可根據實際情況作出具體的解決辦法。
2、通過頂電機水平移動的調節螺栓,調整電機軸線與主機軸線同軸。
頂電機移動的調節螺栓安裝于電機的支承底板上,沒有頂電機移動調節螺栓的機器,在電機底板上設計焊接頂電機移動的調節螺栓。保證兩聯軸器間的距離或間隙符合要求。電機聯軸器端面到電機聯軸器端調節螺栓的距離等于L1,電機聯軸器端面到電機尾座端調節螺栓的距離等于L2。設電聯端調節螺栓頂電機移動h1,尾座端調節螺栓頂電機移動h2,電機軸線與主機軸線同軸。參照前述方法,測量水平方向的角偏差δ、平行偏差Δh,計算得h1、h2,根據其正、負值確定調節螺栓頂電機移動的正確方向。分別在電聯端、尾座端安裝2塊百分表,百分表座安裝在電機支承底板上,百分表的觸頭水平指向調節螺栓附近的電機底座上,并略微受力,設定百分表的讀數為0。用調節螺栓按正確方向頂電機移動,電聯端百分表讀數為h1,尾座端百分表讀數為h2。固定電機位置。緊固好各連接螺栓,檢查水平方向、垂直方向的z*大角偏差和平行偏差符合要求或均小于0.05㎜,即找正了聯軸器。
實際操作中,有一個先調整角偏差為零再調整平行偏差為了零的方法。先調整水平方向的角偏差為零,再測量出水平方向的平行偏差Δh,判斷頂絲頂電機移動的正確方向,在電機聯軸器端和尾座端分別頂電機移動Δh,檢查水平方向的平行偏差等于零,即找正了聯軸器。如頂電機移動的頂絲的牙距為t,則頂電機移動的圈數為,調節頂絲與電機底座充分貼合無間隙,電機聯軸器端、尾座端頂絲分別旋轉n圈頂電機移動,檢查水平方向的平行偏差小于0.05mm,找正了聯軸器。找正聯軸器過程中,有可能會碰到電機地腳螺栓和螺孔位置的限制,使得無法調整水平方向的角偏差、平行偏差為零的情況,要根據具體的情況找出具體的解決辦法。如用內圓磨頭磨電機地腳螺栓孔、電焊吹電機地腳螺栓孔等消除移動電機的限制,高精度的找正聯軸器。
用測量計算方法可以找正多種機器的聯軸器,找正精度高、快速而且準確,為機器設備的高效節能、長周期、安全、穩定運行創造條件。
來源:■文/劉恩全

網友評論
條評論
最新評論