

【壓縮機網】摘要:VP-2310螺桿干式真空泵為碳八抽提苯乙烯裝置核心設備之一,共三臺,型號為VPS-P1500,均為從韓國進口設備。本文闡述了VP-2310真空泵在運行過程中出現的振動大、過載保護停機、機械密封頻繁泄漏等現象,繼而導致螺桿彎曲變形,真空泵不能正常工作。通過對真空泵解體檢查,對轉子受力和熱變形情況進行分析計算,得出主要故障原因為:真空泵入口瞬時大量帶液導致液擊;介質里含有大量易聚合烴類物質,受熱聚合粘結螺桿體表面碳化。經過分析,可以通過以下方式改善真空泵運轉狀況,提高運轉周期:一、在泵入口增加帶有除沫器的氣液分離罐,以避免真空泵入口帶液導致液擊過載停機;二、將缸體冷卻管線由出口氣體自冷卻改為外接氮氣冷卻,增強高真空度條件下機體內部散熱條件,降低機體內部工作溫度,以阻止熱聚合物粘結螺桿體表面碳化發生,防止冷卻管線被聚合物堵塞而失去冷卻作用;三、定期用抽余油浸泡清理真空泵和出口消音器內聚合物,防止聚合物長期積累導致轉子摩擦;四、在泵體排氣端加裝溫度探測系統,超高溫度停機,防止超高溫導致螺桿變形問題發生。五、核心零部件、備件國產化,降低維修成本。
1、前言
碳八抽提苯乙烯裝置VP-2310螺桿干式真空泵為裝置的核心設備之一,主要用于保持各分離單元系統負壓工況。在實際運轉過程中,VP-2310A/B/C工作介質帶液情況時有發生,且烴類物質聚合嚴重,泵運行一段時間后便出現振動大、超電流、機械密封泄漏等故障。
1.1VP-2310真空泵簡介
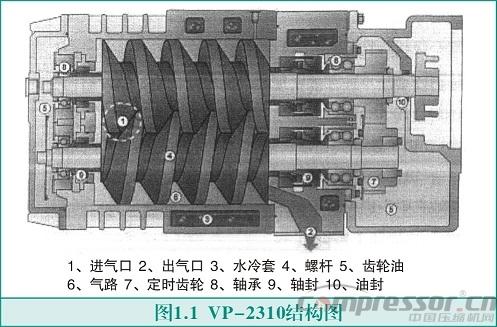
VP-2310選用型號為VPS-P1500的雙螺桿干式真空泵,從韓國進口。螺桿干式真空泵是干式真空泵家族中的一員。所謂干式真空泵,一般認為能在大氣壓到10-2Pa的壓力范圍內工作。在泵的抽氣流道中,不能有任何油類和液體,排氣與大氣或火炬等后系統相通,能連續向后系統中排氣的泵,也叫無油真空泵。干式螺桿真空泵是利用一對螺桿在泵體內高速反向旋轉而產生吸氣和排氣的抽氣設備,具有占地少,輔助系統簡單,運轉平穩,噪音低,振動小,工作腔內無需油潤滑、操作維護方便等優點,可以用于抽除介質內含有大量可凝氣體及少量粉塵的工況。但由于螺桿加工精度高,國內使用的干式真空泵大多為進口,無論是整泵還是備件,價格都十分昂貴,使得維修成本較高。以下是VP-2310的結構示意圖(圖1.1)和技術參數表(表1.1)。

1.2 螺桿干式真空泵工作原理
與螺桿壓縮機相似,螺桿干式真空泵的工作過程分為吸氣、壓縮和排氣三個過程。隨著轉子的旋轉,每對相互嚙合的齒相繼完成相同的工作循環。
1、吸氣過程
圖1.2展示了螺桿干式真空泵的吸氣過程。由排氣端向吸氣端查看,主螺桿順時針方向旋轉,從螺桿逆時針方向旋轉,上方為吸氣端,下方為排氣端。

圖中a所示為吸氣過程即將開始,在這一時刻,這一對齒前段型線完全嚙合,且即將與吸氣口連接。隨著轉子開始轉動,由于齒的一端逐漸脫離嚙合而形成了齒面空間,這個空間體積隨著轉子轉動而逐漸擴大,在其內部形成了短時真空,而此空間與吸氣口直接相連,因此氣體在壓差作用下進入其中,如圖b中所示陰影部分。圖中c為吸氣結束位置,其顯著特點是齒面空間達到z*大值,空間與吸氣口斷開,吸氣過程結束。
2、壓縮及排氣過程過程
圖1.3展示了螺桿干式真空泵壓縮及排氣過程。由排氣端向吸氣端查看,主螺桿逆時針方向旋轉;從螺桿順時針方向旋轉,上方為吸氣端,下方為排氣端。

圖中d為壓縮過程開始,隨著轉子的旋轉,齒面空間由于齒的逐漸嚙合而不斷變小,被密封在齒面空間里的氣體體積也隨之減小,壓力升高,從而實現氣體的壓縮過程,一直持續到過程e,齒面空間與排氣口連通之前。在進入過程f時,齒面空間與排氣口連通,氣體由于壓差的作用逐漸由排氣口排出,直至過程e,排氣過程結束。
從上述工作原理可以看出,螺桿干式真空泵是一種容積式泵,氣體壓縮靠容積的變化來實現,而容積的變化又借助螺桿泵的一對轉子在氣缸內做回轉運動來達到。它的容積在變大和縮小的同時,其空間位置也在變化。
目前螺桿干式真空泵轉子主要形式有五種,分別為單頭等螺距矩形螺紋轉子、單頭等螺距梯形螺紋轉子、單頭變螺距梯形螺紋轉子、單頭等螺距凹面轉子和雙邊對稱圓弧型線轉子。VP-2310采用的是單頭變螺距梯形螺紋轉子,轉子結構如圖1.4所示。

單頭變螺距梯形螺紋轉子主要特點為螺桿螺距從吸氣端到排氣端按變螺距系數變化,大導程一端為吸入端。開始時吸氣量較大,在兩轉子運轉過程中,封閉腔體越來越小,氣體被壓縮,具有內壓縮作用,即邊輸送邊壓縮,能夠降低整個系統的排氣壓縮功耗,并對發生在排氣口的喘振現象有抑制作用,使機泵運轉更加穩定,降低振動和噪音。
2、VP-2310真空泵常見故障及原因分析
2.1常見故障
2014年9月至2015年1月期間,VP-2310三臺螺桿干式真空泵共出現7次故障,具體故障時間及故障現象如表2.1所示。
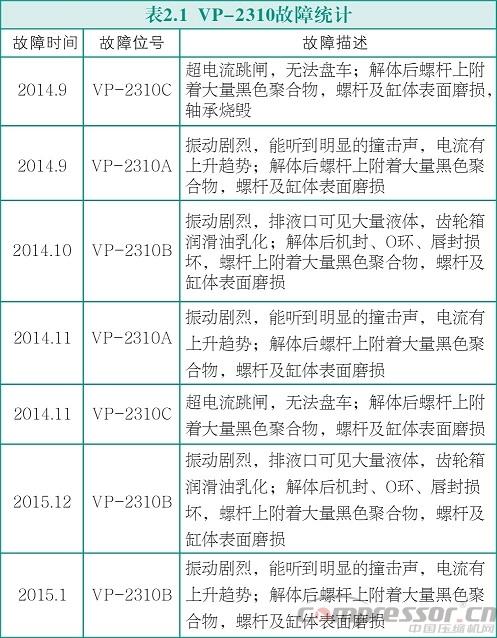
由表2.1可以看出,真空泵的主要故障現象為振動劇烈,排液口可見大量液體,齒輪箱潤滑油乳化,電流升高。解體后螺桿表面附著大量黑色聚合物,螺桿和缸體表面磨損較為明顯。圖2.1、2.2、2.3分別為轉子表面出現的磨損、缸體表面出現的磨損和轉子表面附著的聚合物。



2.2原因分析
2.2.1 真空泵入口帶液
VP-2310真空泵入口介質主要為C8烴、空氣和水蒸汽的混合氣,根據現場實際情況,該真空泵的吸入介質從塔頂采出到進入VP-2310入口需要經過100多米長的管線,介質在經過這段管線的過程中溫降比較大,在這個過程中部分氣相(主要是水蒸氣)液化,液體集中在真空泵入口管線的某個低點,當管內積液達到一定程度,液相將被吸入真空泵,導致真空泵短時間內大量帶液。工藝技術人員在做工藝流程調節的過程中,由于誤操作或者閥門內漏,也有可能導致真空泵短時間內大量帶液。主要造成兩方面影響:
①當干式螺桿真空泵兩螺桿進入圖1.3中過程d時,氣體介質開始被壓縮,在達到過程e的前一瞬間,壓力達到z*大值。然而當介質變為液體時,由于液體的不可壓縮性,在d-e過程中,隨著齒面空間的變小,封閉的齒面空間內會產生巨大的壓力,兩螺桿發生撓曲變形,與缸體發生撞擊,加之進入液體溫度較低,直接作用于已變形的熱轉子,使轉子擠壓變形量冷卻定形,直接后果就是轉子和缸體磨損嚴重,轉子發生不可逆的彎曲損壞,動平衡被打破,振動變大。下面就帶液情況下真空泵螺桿受力情況進行分析。
真空泵單個螺桿受力情況可簡化為如圖2.4所示。
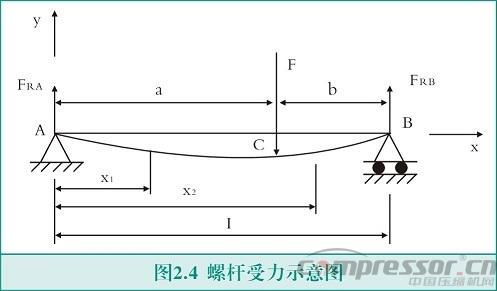
A、B兩點分別代表固定端和自由端軸承,F代表螺桿所受作用力,作用于螺桿C處,l為螺桿長度,a、b分別表示作用力與A、B兩點距離。
軸在A、B兩端的垂直約束力分別為:

AC段彎矩方程:

CB段彎矩方程:

已知撓曲線近似微分方程為:
分別以x1和(x2-a)為自變量對公式2.2.1積分,結果如下:
AC段:


CB段:



由于軸彎曲后的撓曲線應為光滑連續的曲線,因此交點C處的兩個轉角方程2.2.3和2.2.6、兩個撓度方程2.2.4和2.2.7應該分別相等,即:



求得:
將端點坐標(0,0)和(l,0)分別帶入式2.2.4和2.2.7中,得:


分別帶入式2.2.3、2.2.4、2.2.6、2.2.7得:




z*大撓度:先研究AC段,軸的z*大撓度應在 處,帶入式2.2.8解得:
處,帶入式2.2.8解得:

當a>b時,由上式可看出x1值小于a,因此z*大撓度點出現在AC段。將x1值帶入式2.2.9解得:

由式2.2.12可看出,b值越小,x1值越大,z*大撓度點離軸中點距離越遠,z*大撓度與中點撓度差值越大。在極端情況下,b值趨于0,從式2.2.12和2.2.13可解得:


而軸中心點撓度為:

在這種極端情況下, 相差不到3%,因此,無論集中力F作用在什么位置,均可用軸中心點撓度值來近似計算z*大撓度值,即:
相差不到3%,因此,無論集中力F作用在什么位置,均可用軸中心點撓度值來近似計算z*大撓度值,即:

軸的抗彎剛度EI為常數,軸長l為固定值,因此z*大撓度與作用在軸垂直方向上的力成正比。由于缸體與轉子之間間隙只有z*大0.45mm,且只要軸彎曲z*大撓度大于間隙,轉子與缸體就會發生接觸,因此假定 =0.45mm。
=0.45mm。
已知轉子螺桿處軸徑為d=0.1m,可由下列計算公式算得貫性矩:

已知真空泵轉子材質為45#鋼,可查得其彈性模量為210GPa,因此軸的抗彎剛度EI為:

真空泵在運轉過程中,泵內轉子的溫度將達到160℃左右,而缸體因為冷凍水(-2℃)冷卻的原因,溫度與室溫相近(約為20~30℃)。由于溫差的存在,實際運轉時,轉子軸向上會產生熱脹。查得45#鋼在20~200℃下的膨脹系數c為12.32×10-6,已知轉子原始長度為1100mm,通過公式計算出:

由于Δl實際值遠小于轉子原始長度,因此可以忽略不計。
由式2.2.14可得:
實測螺桿z*末端螺紋距約為l1=0.2m,因此壓強P為:

壓強P為245882Pa,即約為0.246MPa。也就是說只要轉子間壓力達到或超過0.246MPa,轉子與缸體就會發生接觸。而實際情況中,由于液體的不可壓縮性,真空泵帶液時,兩螺桿在出口端旋轉壓縮所產生的壓強是遠大于0.246MPa的,因此轉子與缸體之間會發生劇烈碰撞導致磨損。由此可知,真空泵帶液確實是轉子撞擊缸體進而產生振動和磨損的主要原因之一。
②帶液后,真空泵出口壓力驟增,遠遠超過出口端唇封和機封的耐受極限,液體穿過唇封和機封進入齒輪箱,直接后果就是唇封和機封發生損壞。之后物料氣和液不斷的進入齒輪箱,齒輪箱內潤滑油不斷被污染,造成同步齒輪及滾動軸承潤滑不良,逐漸出現磨損,同時齒輪箱壓力升高,無法通過換油解決,只能更換唇封、機械密封和軸承。圖2.5為損壞唇封、機封靜環和軸承。

2.2.2 介質含有大量易聚合烴類物質
(1)由于介質里含有大量烴類物質,長期運行過程中,烴類物質聚合物會逐漸附著在真空泵轉子表面,真空泵兩個轉子間、轉子與缸體間的間隙會不斷縮小。VP-2310真空泵在設計時有一根由真空泵出口冷卻器至缸體的自冷卻管線,主要起到冷卻缸體內部的作用。實際運轉過程中,由于出口氣相中含有聚合物,長時間運轉后聚合物堵塞了自冷卻管線,自冷卻管線失去了對缸體內部的冷卻作用。
由VP-2310真空泵的隨機資料中可查詢,真空泵兩個轉子原始高低點間隙d1為0.4mm,轉子與缸體之間的間隙d2為0.45mm。當真空泵在設計狀態下運轉,隨著運轉溫度上升,兩螺桿之間的高低點間隙和螺桿高點與缸體間隙(如圖2.5所示)會逐漸縮小,在達到某一個溫度點T(實測為160℃左右)時,壓縮氣體產生的熱量Q1與氣體通過真空泵所攜帶出的熱量Q2、冷凍水帶走的熱量Q3會達到平衡,溫度不再上升,此時兩螺桿間的間隙d1'和螺桿與缸體間隙d2'計算如下:

 ——轉子徑向熱變形量
——轉子徑向熱變形量
 ——材料熱膨脹系數
——材料熱膨脹系數
 ——葉輪直徑
——葉輪直徑
 ——運轉后轉子達到的溫度
——運轉后轉子達到的溫度
 ——轉子初始溫度
——轉子初始溫度

由材料手冊查得45#鋼的熱脹系數為13.09×10-6(20~300℃),葉輪直徑D為340mm,T為160℃,T0取室溫 25℃。由公式2.2.10可得:

轉子兩端變形量為總變形量Δ的一半,即0.2825mm。

而由于聚合物的不斷附著,導致兩螺桿之間的間隙會進一步縮小,當間隙的凸點大于0.1175mm時,兩螺桿開始摩擦。隨著聚合物附著增多,摩擦面積加大,摩擦熱成為泵體內部溫度增高重要熱源,局部摩擦高溫使局部聚合物碳化,摩擦擠壓又進一步使碳化聚合物在螺桿表面的粘合緊密度增強,聚合物脫落量愈來愈少,聚合面越來越大。如此過程循環,導致泵系統過載、螺桿變形、磨損等問題交替并發,直至泵系統失效。

當d1'為0時,即Δ=0.8mm,溫度T為:

當d2'為0時,即Δ=0.9mm,溫度T為:

而由于碳化聚合物擠壓滯留在螺桿表面,擠占了部分間隙,因此實際局部接觸溫度要遠高于計算溫度。在實際運轉中,實測在真空泵缸體內溫度達到190~195℃時,缸體振動值開始變大,達到200℃時,可以聽見明顯的摩擦聲,振動值進一步變大,當溫度接近210℃時,電機過流跳閘。
由以上計算和實際溫度值及拆解觀察具體摩擦部位顏色可推測:在缸體內溫度達到190℃前,兩螺桿因其上面碳化聚合物附著已發生摩擦,摩擦熱加劇了泵體內部溫度進一步升高,繼而產生摩擦擠壓面進一步增大,螺桿發生擠壓撓曲變形,向外彎曲,與缸體發生接觸,真空泵振動和聲音變大,電流升高。當溫度接近210℃時,螺桿與缸體劇烈摩擦,螺桿旋轉阻力過大,電機超電流跳閘。
同時,烴類聚合物不可能非常均勻的附著在轉子上,不均勻的質量分布勢必會導致轉子的質量偏心,影響轉子動平衡,也是真空泵發生振動的誘因。
(2)烴類聚合物不僅會聚集在轉子上,還會附著在真空泵出口消音器內。隨著聚合物的積累,逐漸變窄的出口通道導致真空泵排氣不暢,壓力逐漸升高。當聚合物積累達到一定程度堵塞消音器時,真空泵出口將會憋壓,當壓力高于25kpa(出口壓力聯鎖值)時,真空泵聯鎖停機。圖2.7中橘黃色曲線顯示出口壓力緩慢上升,z*終達到聯鎖值,圖2.8顯示真空泵出口消音器內聚合物。


3、解決方案
3.1恢復磨損
由于螺桿發生了不可逆的彎曲變形,外殼內部拉傷凹損面積較大,校正螺桿、更正外殼內部拉傷成為采取其他改進措施前的基礎。我們采取了分別車小螺桿外徑2mm、螺桿軸徑銑小1mm,激光熔鍍增補螺桿外徑3mm、增補螺桿軸徑2mm。然后,螺桿外圓磨到原尺寸,螺桿內軸銑到原尺寸,密封型線手工復原工藝,外殼內部采用直接激光熔鍍修補凹損面,航磨恢復工藝,修復參數如初。
3.2 VP-2310入口增加氣液分離罐
在氣相進入真空泵之前,增加一個入口氣液分離罐,可以有效防止真空泵入口短時大量帶液的情況。流程示意圖如圖3.1所示。
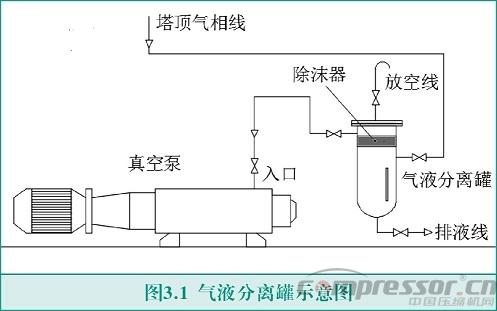
如圖,如果入口管線有積液,液體會s*先進入氣液分離罐。當氣液分離罐液位較高時,關閉分離罐出入口閥門,打開排液線和放空閥,排凈液體。氣液分離罐上部裝有除沫器,主要作用是分離氣體中夾帶的液滴,降低水含量。
3.3將冷卻線改為外接氮氣冷卻
配置一根裝有調壓閥和流量調節閥的氮氣管線至缸體冷卻線接口,替代原來的自冷卻線。通過調壓閥控制氮氣壓力低于25kPa,利用流量調節閥調節流量,防止真空泵出口超壓連鎖。這樣做可以有效的避免聚合物堵塞冷卻管線,有效控制真空泵缸體內溫升。
3.4使用適當溶劑去除聚合物
定期使用溶劑對運轉時間超過一定時間的真空泵進行浸泡,以有效去除附著在轉子上的聚合物。主要使用的溶劑為制苯裝置抽余油,主要成分為粗己烷,實踐證明抽余油對聚合物有很好的溶解作用。同時定期拆除真空泵出口消音器,利用高壓水清理內部聚合物,以防止真空泵出口憋壓。
3.5在泵體排氣端加裝溫度探測系統
在泵體排氣端加裝溫度探測系統,設置停機溫度值為185攝氏度,以杜絕超高溫度使核心部件螺桿不可逆變形問題發生。
3.6 備件國產化,降低維修成本
通過與物裝中心溝通,在國內尋找到了有經驗和資質的廠家對VPS-P1500型號真空泵備件進行了測繪,實現了單臺設備易損備件88.9%的國產化,有效降低了真空泵維修材料成本,減少了備件到貨周期。組織運保中心人員參與觀摩真空泵解體檢修過程,并獨立完成了VP-2310真空泵的7次故障檢修,大大降低了真空泵維修人工成本,提高了維修的及時性。表3.1為VPS-P1500型號真空泵進口與國產備件價格對照表。

由表3.1可以看出,國產化之后備件的總價格僅為進口備件總價格的1/10左右。
4、改造后實際效果
2015年初,按照上述方案對VP-2310進行了改造。經過半年多的運轉,實際效果非常明顯。增加入口氣液分離罐后,真空泵運轉平穩,沒有再出現帶液情況;用抽余油對每臺連續運轉超過1個月的真空泵進行浸泡,同時利用高壓水對出口消音器進行沖洗,并將自冷卻改為外接氮氣冷卻,效果比較好,出口壓力和缸體溫度控制穩定,振動值平穩,沒有再出現超電流跳閘現象。在泵體排氣端加裝溫度探測系統,新增溫度連鎖,設置連鎖溫度值為185攝氏度,杜絕了超高溫度使核心部件螺桿不可逆變形問題發生。在真空泵維修和備件國產化以后,有效降低了維修成本,在VP-2310螺桿干式真空泵的7次故障中,共計節約材料成本約100萬元,節約人工成本18.2萬元。
5、總結
通過對VP-2310真空泵常見故障的原因分析和計算,找出了真空泵故障原因,并通過相關改造措施,實現了真空泵現階段的平穩運轉。得出的主要結論為:
(一)介質帶液對干式螺桿真空泵穩定運轉影響較大,會導致異常振動、轉子磨損及密封損壞等后果。在真空泵入口增加氣液分離罐,可以有效避免真空泵入口帶液。
(二)介質的化學性質對干式螺桿真空泵長周期運轉影響較大,易聚合的介質會導致干式螺桿真空泵超溫超壓、轉子磨損、異常振動。因此在選型時需對介質化學性質進行分析,通過一些方法去除介質中易聚合的成分,并采取有效措施控制真空泵缸體內溫度,防止聚合物快速聚合影響真空泵平穩運轉,延長干式真空泵使用壽命。
(三)干式螺桿真空泵維修和備件的成功國產化,不僅大大降低了維修成本,對于國內現階段干式真空泵的研究和發展也起到了積極的促進作用。
參考文獻
[1]高振榕譯.《螺桿壓縮機手冊》,機械工業出版社.1985
[2]郭蓓、薛建國等.干式螺桿真空泵研究現狀與展望.真空.2009
[3]趙淑紅.《材料力學》,化學工藝出版社.2010
[4]文聯奎等.《基礎數據》(第二版),中國石化出版社.2007
第一作者簡介:
王飛,中國石油化工股份有限公司北京燕山分公司設備工程師,畢業于大連
理工大學過程裝備與控制工程專業,一直從事化機裝備維保工作。
來源:■文/中國石化股份北京燕山分公司 王飛 張穎 陳孝輝 王占華 鐘明喜 李淑紅
【壓縮機網】摘要:VP-2310螺桿干式真空泵為碳八抽提苯乙烯裝置核心設備之一,共三臺,型號為VPS-P1500,均為從韓國進口設備。本文闡述了VP-2310真空泵在運行過程中出現的振動大、過載保護停機、機械密封頻繁泄漏等現象,繼而導致螺桿彎曲變形,真空泵不能正常工作。通過對真空泵解體檢查,對轉子受力和熱變形情況進行分析計算,得出主要故障原因為:真空泵入口瞬時大量帶液導致液擊;介質里含有大量易聚合烴類物質,受熱聚合粘結螺桿體表面碳化。經過分析,可以通過以下方式改善真空泵運轉狀況,提高運轉周期:一、在泵入口增加帶有除沫器的氣液分離罐,以避免真空泵入口帶液導致液擊過載停機;二、將缸體冷卻管線由出口氣體自冷卻改為外接氮氣冷卻,增強高真空度條件下機體內部散熱條件,降低機體內部工作溫度,以阻止熱聚合物粘結螺桿體表面碳化發生,防止冷卻管線被聚合物堵塞而失去冷卻作用;三、定期用抽余油浸泡清理真空泵和出口消音器內聚合物,防止聚合物長期積累導致轉子摩擦;四、在泵體排氣端加裝溫度探測系統,超高溫度停機,防止超高溫導致螺桿變形問題發生。五、核心零部件、備件國產化,降低維修成本。
1、前言
碳八抽提苯乙烯裝置VP-2310螺桿干式真空泵為裝置的核心設備之一,主要用于保持各分離單元系統負壓工況。在實際運轉過程中,VP-2310A/B/C工作介質帶液情況時有發生,且烴類物質聚合嚴重,泵運行一段時間后便出現振動大、超電流、機械密封泄漏等故障。
1.1VP-2310真空泵簡介
VP-2310選用型號為VPS-P1500的雙螺桿干式真空泵,從韓國進口。螺桿干式真空泵是干式真空泵家族中的一員。所謂干式真空泵,一般認為能在大氣壓到10-2Pa的壓力范圍內工作。在泵的抽氣流道中,不能有任何油類和液體,排氣與大氣或火炬等后系統相通,能連續向后系統中排氣的泵,也叫無油真空泵。干式螺桿真空泵是利用一對螺桿在泵體內高速反向旋轉而產生吸氣和排氣的抽氣設備,具有占地少,輔助系統簡單,運轉平穩,噪音低,振動小,工作腔內無需油潤滑、操作維護方便等優點,可以用于抽除介質內含有大量可凝氣體及少量粉塵的工況。但由于螺桿加工精度高,國內使用的干式真空泵大多為進口,無論是整泵還是備件,價格都十分昂貴,使得維修成本較高。以下是VP-2310的結構示意圖(圖1.1)和技術參數表(表1.1)。
1.2 螺桿干式真空泵工作原理
與螺桿壓縮機相似,螺桿干式真空泵的工作過程分為吸氣、壓縮和排氣三個過程。隨著轉子的旋轉,每對相互嚙合的齒相繼完成相同的工作循環。
1、吸氣過程
圖1.2展示了螺桿干式真空泵的吸氣過程。由排氣端向吸氣端查看,主螺桿順時針方向旋轉,從螺桿逆時針方向旋轉,上方為吸氣端,下方為排氣端。
圖中a所示為吸氣過程即將開始,在這一時刻,這一對齒前段型線完全嚙合,且即將與吸氣口連接。隨著轉子開始轉動,由于齒的一端逐漸脫離嚙合而形成了齒面空間,這個空間體積隨著轉子轉動而逐漸擴大,在其內部形成了短時真空,而此空間與吸氣口直接相連,因此氣體在壓差作用下進入其中,如圖b中所示陰影部分。圖中c為吸氣結束位置,其顯著特點是齒面空間達到z*大值,空間與吸氣口斷開,吸氣過程結束。
2、壓縮及排氣過程過程
圖1.3展示了螺桿干式真空泵壓縮及排氣過程。由排氣端向吸氣端查看,主螺桿逆時針方向旋轉;從螺桿順時針方向旋轉,上方為吸氣端,下方為排氣端。
圖中d為壓縮過程開始,隨著轉子的旋轉,齒面空間由于齒的逐漸嚙合而不斷變小,被密封在齒面空間里的氣體體積也隨之減小,壓力升高,從而實現氣體的壓縮過程,一直持續到過程e,齒面空間與排氣口連通之前。在進入過程f時,齒面空間與排氣口連通,氣體由于壓差的作用逐漸由排氣口排出,直至過程e,排氣過程結束。
從上述工作原理可以看出,螺桿干式真空泵是一種容積式泵,氣體壓縮靠容積的變化來實現,而容積的變化又借助螺桿泵的一對轉子在氣缸內做回轉運動來達到。它的容積在變大和縮小的同時,其空間位置也在變化。
目前螺桿干式真空泵轉子主要形式有五種,分別為單頭等螺距矩形螺紋轉子、單頭等螺距梯形螺紋轉子、單頭變螺距梯形螺紋轉子、單頭等螺距凹面轉子和雙邊對稱圓弧型線轉子。VP-2310采用的是單頭變螺距梯形螺紋轉子,轉子結構如圖1.4所示。
單頭變螺距梯形螺紋轉子主要特點為螺桿螺距從吸氣端到排氣端按變螺距系數變化,大導程一端為吸入端。開始時吸氣量較大,在兩轉子運轉過程中,封閉腔體越來越小,氣體被壓縮,具有內壓縮作用,即邊輸送邊壓縮,能夠降低整個系統的排氣壓縮功耗,并對發生在排氣口的喘振現象有抑制作用,使機泵運轉更加穩定,降低振動和噪音。
2、VP-2310真空泵常見故障及原因分析
2.1常見故障
2014年9月至2015年1月期間,VP-2310三臺螺桿干式真空泵共出現7次故障,具體故障時間及故障現象如表2.1所示。
由表2.1可以看出,真空泵的主要故障現象為振動劇烈,排液口可見大量液體,齒輪箱潤滑油乳化,電流升高。解體后螺桿表面附著大量黑色聚合物,螺桿和缸體表面磨損較為明顯。圖2.1、2.2、2.3分別為轉子表面出現的磨損、缸體表面出現的磨損和轉子表面附著的聚合物。
2.2原因分析
2.2.1 真空泵入口帶液
VP-2310真空泵入口介質主要為C8烴、空氣和水蒸汽的混合氣,根據現場實際情況,該真空泵的吸入介質從塔頂采出到進入VP-2310入口需要經過100多米長的管線,介質在經過這段管線的過程中溫降比較大,在這個過程中部分氣相(主要是水蒸氣)液化,液體集中在真空泵入口管線的某個低點,當管內積液達到一定程度,液相將被吸入真空泵,導致真空泵短時間內大量帶液。工藝技術人員在做工藝流程調節的過程中,由于誤操作或者閥門內漏,也有可能導致真空泵短時間內大量帶液。主要造成兩方面影響:
①當干式螺桿真空泵兩螺桿進入圖1.3中過程d時,氣體介質開始被壓縮,在達到過程e的前一瞬間,壓力達到z*大值。然而當介質變為液體時,由于液體的不可壓縮性,在d-e過程中,隨著齒面空間的變小,封閉的齒面空間內會產生巨大的壓力,兩螺桿發生撓曲變形,與缸體發生撞擊,加之進入液體溫度較低,直接作用于已變形的熱轉子,使轉子擠壓變形量冷卻定形,直接后果就是轉子和缸體磨損嚴重,轉子發生不可逆的彎曲損壞,動平衡被打破,振動變大。下面就帶液情況下真空泵螺桿受力情況進行分析。
真空泵單個螺桿受力情況可簡化為如圖2.4所示。
A、B兩點分別代表固定端和自由端軸承,F代表螺桿所受作用力,作用于螺桿C處,l為螺桿長度,a、b分別表示作用力與A、B兩點距離。
軸在A、B兩端的垂直約束力分別為:
AC段彎矩方程:
CB段彎矩方程:
已知撓曲線近似微分方程為:
分別以x1和(x2-a)為自變量對公式2.2.1積分,結果如下:
AC段:
CB段:
由于軸彎曲后的撓曲線應為光滑連續的曲線,因此交點C處的兩個轉角方程2.2.3和2.2.6、兩個撓度方程2.2.4和2.2.7應該分別相等,即:
求得:
將端點坐標(0,0)和(l,0)分別帶入式2.2.4和2.2.7中,得:
分別帶入式2.2.3、2.2.4、2.2.6、2.2.7得:
z*大撓度:先研究AC段,軸的z*大撓度應在處,帶入式2.2.8解得:
當a>b時,由上式可看出x1值小于a,因此z*大撓度點出現在AC段。將x1值帶入式2.2.9解得:
由式2.2.12可看出,b值越小,x1值越大,z*大撓度點離軸中點距離越遠,z*大撓度與中點撓度差值越大。在極端情況下,b值趨于0,從式2.2.12和2.2.13可解得:
而軸中心點撓度為:
在這種極端情況下, 相差不到3%,因此,無論集中力F作用在什么位置,均可用軸中心點撓度值來近似計算z*大撓度值,即:
軸的抗彎剛度EI為常數,軸長l為固定值,因此z*大撓度與作用在軸垂直方向上的力成正比。由于缸體與轉子之間間隙只有z*大0.45mm,且只要軸彎曲z*大撓度大于間隙,轉子與缸體就會發生接觸,因此假定=0.45mm。
已知轉子螺桿處軸徑為d=0.1m,可由下列計算公式算得貫性矩:
已知真空泵轉子材質為45#鋼,可查得其彈性模量為210GPa,因此軸的抗彎剛度EI為:
真空泵在運轉過程中,泵內轉子的溫度將達到160℃左右,而缸體因為冷凍水(-2℃)冷卻的原因,溫度與室溫相近(約為20~30℃)。由于溫差的存在,實際運轉時,轉子軸向上會產生熱脹。查得45#鋼在20~200℃下的膨脹系數c為12.32×10-6,已知轉子原始長度為1100mm,通過公式計算出:
由于Δl實際值遠小于轉子原始長度,因此可以忽略不計。
由式2.2.14可得:
實測螺桿z*末端螺紋距約為l1=0.2m,因此壓強P為:
壓強P為245882Pa,即約為0.246MPa。也就是說只要轉子間壓力達到或超過0.246MPa,轉子與缸體就會發生接觸。而實際情況中,由于液體的不可壓縮性,真空泵帶液時,兩螺桿在出口端旋轉壓縮所產生的壓強是遠大于0.246MPa的,因此轉子與缸體之間會發生劇烈碰撞導致磨損。由此可知,真空泵帶液確實是轉子撞擊缸體進而產生振動和磨損的主要原因之一。
②帶液后,真空泵出口壓力驟增,遠遠超過出口端唇封和機封的耐受極限,液體穿過唇封和機封進入齒輪箱,直接后果就是唇封和機封發生損壞。之后物料氣和液不斷的進入齒輪箱,齒輪箱內潤滑油不斷被污染,造成同步齒輪及滾動軸承潤滑不良,逐漸出現磨損,同時齒輪箱壓力升高,無法通過換油解決,只能更換唇封、機械密封和軸承。圖2.5為損壞唇封、機封靜環和軸承。
2.2.2 介質含有大量易聚合烴類物質
(1)由于介質里含有大量烴類物質,長期運行過程中,烴類物質聚合物會逐漸附著在真空泵轉子表面,真空泵兩個轉子間、轉子與缸體間的間隙會不斷縮小。VP-2310真空泵在設計時有一根由真空泵出口冷卻器至缸體的自冷卻管線,主要起到冷卻缸體內部的作用。實際運轉過程中,由于出口氣相中含有聚合物,長時間運轉后聚合物堵塞了自冷卻管線,自冷卻管線失去了對缸體內部的冷卻作用。
由VP-2310真空泵的隨機資料中可查詢,真空泵兩個轉子原始高低點間隙d1為0.4mm,轉子與缸體之間的間隙d2為0.45mm。當真空泵在設計狀態下運轉,隨著運轉溫度上升,兩螺桿之間的高低點間隙和螺桿高點與缸體間隙(如圖2.5所示)會逐漸縮小,在達到某一個溫度點T(實測為160℃左右)時,壓縮氣體產生的熱量Q1與氣體通過真空泵所攜帶出的熱量Q2、冷凍水帶走的熱量Q3會達到平衡,溫度不再上升,此時兩螺桿間的間隙d1'和螺桿與缸體間隙d2'計算如下:
——轉子徑向熱變形量
——材料熱膨脹系數
——葉輪直徑
——運轉后轉子達到的溫度
——轉子初始溫度
由材料手冊查得45#鋼的熱脹系數為13.09×10-6(20~300℃),葉輪直徑D為340mm,T為160℃,T0取室溫 25℃。由公式2.2.10可得:
轉子兩端變形量為總變形量Δ的一半,即0.2825mm。
而由于聚合物的不斷附著,導致兩螺桿之間的間隙會進一步縮小,當間隙的凸點大于0.1175mm時,兩螺桿開始摩擦。隨著聚合物附著增多,摩擦面積加大,摩擦熱成為泵體內部溫度增高重要熱源,局部摩擦高溫使局部聚合物碳化,摩擦擠壓又進一步使碳化聚合物在螺桿表面的粘合緊密度增強,聚合物脫落量愈來愈少,聚合面越來越大。如此過程循環,導致泵系統過載、螺桿變形、磨損等問題交替并發,直至泵系統失效。
當d1'為0時,即Δ=0.8mm,溫度T為:
當d2'為0時,即Δ=0.9mm,溫度T為:
而由于碳化聚合物擠壓滯留在螺桿表面,擠占了部分間隙,因此實際局部接觸溫度要遠高于計算溫度。在實際運轉中,實測在真空泵缸體內溫度達到190~195℃時,缸體振動值開始變大,達到200℃時,可以聽見明顯的摩擦聲,振動值進一步變大,當溫度接近210℃時,電機過流跳閘。
由以上計算和實際溫度值及拆解觀察具體摩擦部位顏色可推測:在缸體內溫度達到190℃前,兩螺桿因其上面碳化聚合物附著已發生摩擦,摩擦熱加劇了泵體內部溫度進一步升高,繼而產生摩擦擠壓面進一步增大,螺桿發生擠壓撓曲變形,向外彎曲,與缸體發生接觸,真空泵振動和聲音變大,電流升高。當溫度接近210℃時,螺桿與缸體劇烈摩擦,螺桿旋轉阻力過大,電機超電流跳閘。
同時,烴類聚合物不可能非常均勻的附著在轉子上,不均勻的質量分布勢必會導致轉子的質量偏心,影響轉子動平衡,也是真空泵發生振動的誘因。
(2)烴類聚合物不僅會聚集在轉子上,還會附著在真空泵出口消音器內。隨著聚合物的積累,逐漸變窄的出口通道導致真空泵排氣不暢,壓力逐漸升高。當聚合物積累達到一定程度堵塞消音器時,真空泵出口將會憋壓,當壓力高于25kpa(出口壓力聯鎖值)時,真空泵聯鎖停機。圖2.7中橘黃色曲線顯示出口壓力緩慢上升,z*終達到聯鎖值,圖2.8顯示真空泵出口消音器內聚合物。
3、解決方案
3.1恢復磨損
由于螺桿發生了不可逆的彎曲變形,外殼內部拉傷凹損面積較大,校正螺桿、更正外殼內部拉傷成為采取其他改進措施前的基礎。我們采取了分別車小螺桿外徑2mm、螺桿軸徑銑小1mm,激光熔鍍增補螺桿外徑3mm、增補螺桿軸徑2mm。然后,螺桿外圓磨到原尺寸,螺桿內軸銑到原尺寸,密封型線手工復原工藝,外殼內部采用直接激光熔鍍修補凹損面,航磨恢復工藝,修復參數如初。
3.2 VP-2310入口增加氣液分離罐
在氣相進入真空泵之前,增加一個入口氣液分離罐,可以有效防止真空泵入口短時大量帶液的情況。流程示意圖如圖3.1所示。
如圖,如果入口管線有積液,液體會s*先進入氣液分離罐。當氣液分離罐液位較高時,關閉分離罐出入口閥門,打開排液線和放空閥,排凈液體。氣液分離罐上部裝有除沫器,主要作用是分離氣體中夾帶的液滴,降低水含量。
3.3將冷卻線改為外接氮氣冷卻
配置一根裝有調壓閥和流量調節閥的氮氣管線至缸體冷卻線接口,替代原來的自冷卻線。通過調壓閥控制氮氣壓力低于25kPa,利用流量調節閥調節流量,防止真空泵出口超壓連鎖。這樣做可以有效的避免聚合物堵塞冷卻管線,有效控制真空泵缸體內溫升。
3.4使用適當溶劑去除聚合物
定期使用溶劑對運轉時間超過一定時間的真空泵進行浸泡,以有效去除附著在轉子上的聚合物。主要使用的溶劑為制苯裝置抽余油,主要成分為粗己烷,實踐證明抽余油對聚合物有很好的溶解作用。同時定期拆除真空泵出口消音器,利用高壓水清理內部聚合物,以防止真空泵出口憋壓。
3.5在泵體排氣端加裝溫度探測系統
在泵體排氣端加裝溫度探測系統,設置停機溫度值為185攝氏度,以杜絕超高溫度使核心部件螺桿不可逆變形問題發生。
3.6 備件國產化,降低維修成本
通過與物裝中心溝通,在國內尋找到了有經驗和資質的廠家對VPS-P1500型號真空泵備件進行了測繪,實現了單臺設備易損備件88.9%的國產化,有效降低了真空泵維修材料成本,減少了備件到貨周期。組織運保中心人員參與觀摩真空泵解體檢修過程,并獨立完成了VP-2310真空泵的7次故障檢修,大大降低了真空泵維修人工成本,提高了維修的及時性。表3.1為VPS-P1500型號真空泵進口與國產備件價格對照表。
由表3.1可以看出,國產化之后備件的總價格僅為進口備件總價格的1/10左右。
4、改造后實際效果
2015年初,按照上述方案對VP-2310進行了改造。經過半年多的運轉,實際效果非常明顯。增加入口氣液分離罐后,真空泵運轉平穩,沒有再出現帶液情況;用抽余油對每臺連續運轉超過1個月的真空泵進行浸泡,同時利用高壓水對出口消音器進行沖洗,并將自冷卻改為外接氮氣冷卻,效果比較好,出口壓力和缸體溫度控制穩定,振動值平穩,沒有再出現超電流跳閘現象。在泵體排氣端加裝溫度探測系統,新增溫度連鎖,設置連鎖溫度值為185攝氏度,杜絕了超高溫度使核心部件螺桿不可逆變形問題發生。在真空泵維修和備件國產化以后,有效降低了維修成本,在VP-2310螺桿干式真空泵的7次故障中,共計節約材料成本約100萬元,節約人工成本18.2萬元。
5、總結
通過對VP-2310真空泵常見故障的原因分析和計算,找出了真空泵故障原因,并通過相關改造措施,實現了真空泵現階段的平穩運轉。得出的主要結論為:
(一)介質帶液對干式螺桿真空泵穩定運轉影響較大,會導致異常振動、轉子磨損及密封損壞等后果。在真空泵入口增加氣液分離罐,可以有效避免真空泵入口帶液。
(二)介質的化學性質對干式螺桿真空泵長周期運轉影響較大,易聚合的介質會導致干式螺桿真空泵超溫超壓、轉子磨損、異常振動。因此在選型時需對介質化學性質進行分析,通過一些方法去除介質中易聚合的成分,并采取有效措施控制真空泵缸體內溫度,防止聚合物快速聚合影響真空泵平穩運轉,延長干式真空泵使用壽命。
(三)干式螺桿真空泵維修和備件的成功國產化,不僅大大降低了維修成本,對于國內現階段干式真空泵的研究和發展也起到了積極的促進作用。
參考文獻
[1]高振榕譯.《螺桿壓縮機手冊》,機械工業出版社.1985
[2]郭蓓、薛建國等.干式螺桿真空泵研究現狀與展望.真空.2009
[3]趙淑紅.《材料力學》,化學工藝出版社.2010
[4]文聯奎等.《基礎數據》(第二版),中國石化出版社.2007
第一作者簡介:
王飛,中國石油化工股份有限公司北京燕山分公司設備工程師,畢業于大連
理工大學過程裝備與控制工程專業,一直從事化機裝備維保工作。
來源:■文/中國石化股份北京燕山分公司 王飛 張穎 陳孝輝 王占華 鐘明喜 李淑紅

網友評論
條評論
最新評論